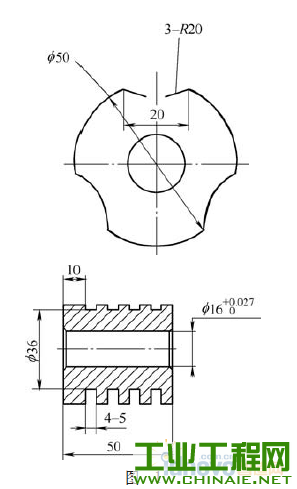
 1. 车床夹具的结构及工作原理 车削圆弧使用的车床夹具如图2所示,在圆形夹具体上分布4个定位销,工件套在其上面。为防止车第一个圆弧时工件转动,在工件上用钻模钻φ 2.9+0.10 mm工艺孔,如图3所示,φ 2.9+0.10 mm工艺孔套在φ 2.8 0-0.015mm圆销上,限制工件转动,用带肩螺母压紧后车削工件上第一个圆弧,保证尺寸为φ 40+0.10 mm。然后,松开带肩螺母,旋转工件,把已车过的圆弧与φ 2.8 0-0.015mm圆销贴紧,如图4所示,达到分度圆弧角度和车削时防止工件转动的作用。拧紧螺母压紧工件后,再车第二个圆弧, 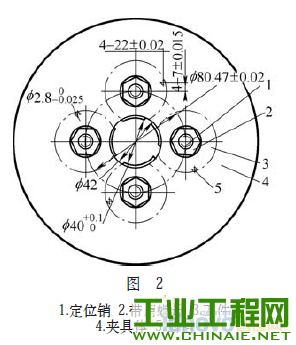 以此类推,这样就完成了4个工件3处R20mm的车削过程。 2. 定位销位置的确定 根据工件受切削力后绕定位销逆时针旋转的情况, 考虑φ 2.9+0.10 mm工艺孔要在后续车削圆弧时加工完成,为了不影响工件的最终外形且符合图样要求,并考虑圆弧的面积及工艺孔的大小等因素,最终综合分析后,确定圆销位置为(22±0.02)mm和(7±0.015)mm,如图2所示。 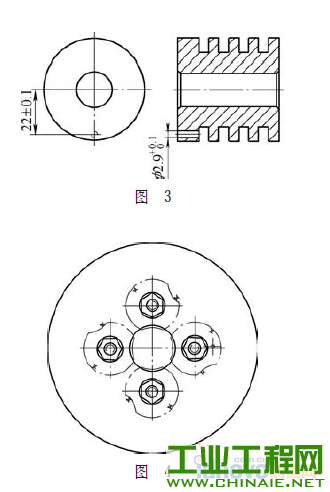 3. 结语 该车床夹具不但解决了铣圆弧效率低的问题,而且解决了圆弧加工时的测量问题,还实现了多件装夹、多件加工,大大提高了生产效率。经实践证明,该夹具使用方便且性能稳定,受到操作人员的一致好评 |

2020-02-17

2022-06-13

2021-12-13

2022-11-09

2022-10-20



 /1
/1 

