|
勇克的JUCENTER 6L紧凑型磨床方案,获得了全球各地变速器生产商的垂青。与其使用几台传统磨床单机组合,越来越多的汽车制造商和零部件供应商选择了此方案,该方案的投入产出率极高。许多公司已经投资了JUCENTER磨床方案,用于曲轴、凸轮轴和传动轴生产。使用JUCENTER 6L,来自德国黑森林的勇克为客户带来兼具经济性和高产能的解决方案,且极大的为客户节约成本。该生产线具有以下几方面的特点: 1、技术里程碑 如今通过制造更小齿轮比增量的变速器来实现更高的燃油效率已蔚然成风,而为达到这个目标需要创新型生产设备方案,既要达到更高的精度,也要增加设备的利用率。产品质量、节拍时间、单件成本、产量和加工过程的可靠性必须始终处于最先进的水平。勇克在这一系列需求上在业内树立起了里程碑式的技术标杆。曾经需要三台单机组合才能完成的工件,现在仅使用一台机器就可以实现。静压圆柱导轨和驱动系统保证了JUCENTER 6L持久的精确性、高度的动态稳定性和极佳的减震能力。 2、高产量 JUCENTER 6 L是首台能实现传动轴整体磨削整线单件工时在45秒以内的设备,机床利用率高达97%。(传统生产线使用3台单机组合,其利用率只能达到91.7%)传动轴年产量可达到80万件。机床数量的节省也带来了劳动力人数的减少,这也是JUCENTER为客户带来的有一个潜在的实惠。 3、集中控制技术 勇克操作面板(EJOP)保证了所有勇克磨床都使用标准化的操作结构,帮助用户将技术熟悉阶段或再培训时间减少到最低。从磨削直接相关的功能,尺寸控制到个别单元的动平衡设置,所有功能都通过EJOP集中设置。如有需要,也可以登陆使用勇克远程服务,由经验丰富的勇克专家提供远程诊断,不仅节省了时间,同时也提高了设备的利用率。 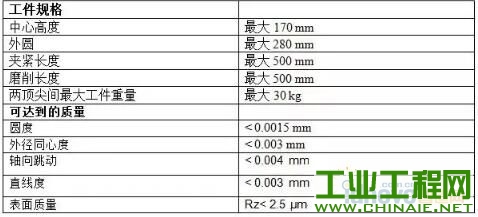 根据工件和加工顺序的不同,数据可能会不同 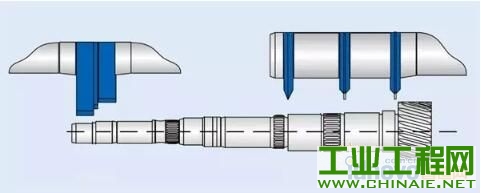 工位1(左):磨削沟槽和表面工位2(右):磨削直径 同步磨削:在工位1,可以通过翻转磨削主轴在极短的节拍内完成沟槽和表面磨削。同时,所有的对中心直径都在工位2通过一次切入磨削完成。 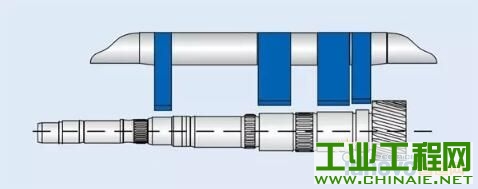 JUCENTER 6L CBN 高速磨床将两个独立的磨削工位结合到一个机床防护罩内。取代单机组合,两个磨削工序在一台设备上通过两次独立的装夹完成。  JUCENTER 双工位的磨削方案在曲轴、凸轮轴和传动轴大规模生产制造方面都创立了新标准。 |

2020-02-17

2022-06-13

2021-12-13

2022-11-09

2022-10-20


 /1
/1 


