|
西门子828D数控系统,功能强大价格适中,因其友好的人机交互界面、简洁的硬件连接、便捷的调试方法、高效的刀具管理等因素,所以在越来越多的机床制造厂商和机床使用厂家得到广泛的应用,下列是笔者在应用中利用828D数控系统的异步子程序功能解决机床断电退刀功能的实例及方法。 机床在机械加工过程中,经常会遇到工厂电网忽然断电的情况,轻则造成工件和刀具的损伤,严重的还会损坏机床并影响机床的精度,甚至造成人员的伤害。给工厂造成的损失难以估量,为避免这种情况的发生,可以利用西门子828D系统通过调用异步子程序的方法来实现断电退刀功能,从而保证设备和人身安全。 使用异步子程序功能,可以通过PLC程序来触发NC程序,它不受任何操作模式的限制,可以中断任何的加工程序,运行设定的异步子程序来快速移动刀架,使刀具从轮廓上快速回退,达到保护刀具及工件的目的。 具体方法如下:
一、硬件设计:
1.1 电容模块:根据伺服电机的扭矩选择合适的电容模块,保证断电时为伺服电机提供足够的动力。主要作用是当电网断电后,S120伺服控制器的直流母线电压由600V下降至500V时,为驱动模块提供动力电源。 1.2 UPS模块:根据数控系统直流供电部件的功耗和电流选择合适UPS模块的容量,主要作用是为数控系统提供不间断DC24V电源,使交流转换与缓冲供电无缝切换。 二、软件设计:
2.1 编写异步子程序: 在828D系统制造商循环目录下新建一个名称为PLCA SUP1.SPF的子程序,定义需要回退的轴及运动参数: 下图所编写的程序为断电后X轴退回200mm, Z轴退回100mm,回退速度为1000mm/min的试验程序,该程序可根据不同的机床类型任意编写。  2.2 编写PLC程序: 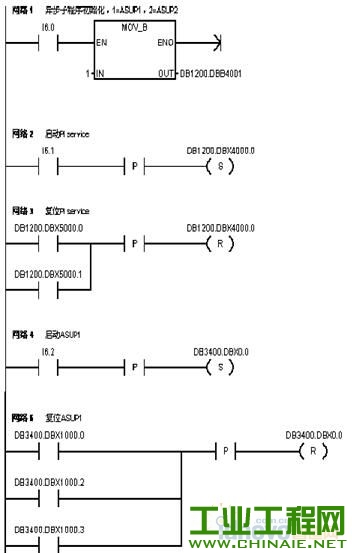 西门子828D系统可支持两个异步子程序,这两个异步子程序必须事先存放在制造商循环目录中,文件名必须定义为PLCASUP1.SPF和PLCASUP2.SPF。但同一时刻,只能执行一个异步子程序,并且PLCASUP1.SPF优先于PLCASUP2.SPF。 下载PLC后,通过I6.0和I6.1来初始化,通过I6.2来启动异步子程序。以上程序中接口信息如下表: 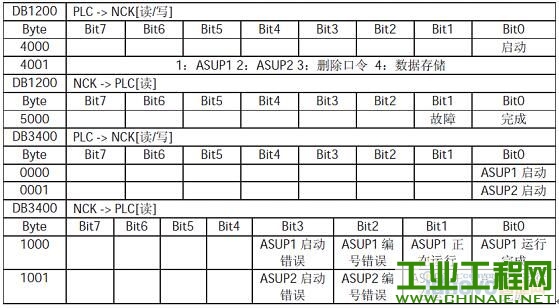 2.3 修改驱动参数: 在系统上修改所要快速回退的伺服轴驱动参数P864整流单元运行为整流单元顺序控制控制字,使能运行。 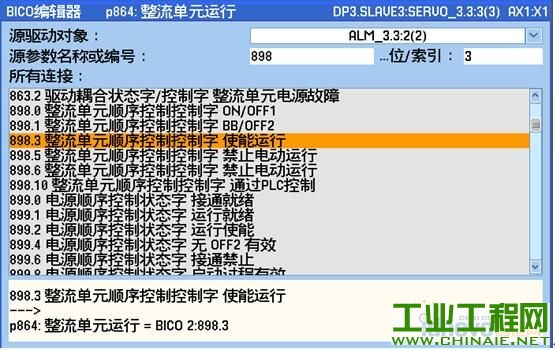 条件满足后,异步子程序运行,可看到系统显示:“PLCASUP1 RUNNING”  使用异步子程序这种方法可以方便的中断NC程序的运行,运行完异步子程序再返回到加工程序继续运行。用户可以从份利用这一功能,完成自已的工艺要求,例如用异步子程序进行换刀处理等等。 3.结束语:
通过调用异步子程序来实现机床的断电退刀功能,成本低廉、调试简单,我公司已在车床和磨床的改造中上进行过验证,取得了良好的效果,达到了保护工件及刀具的目的,具有很好的经济效益和社会效益。 |
 /2
/2 







