|
在数控加工中,等高线刀具轨迹视觉上直观、切削加工平稳,若采用小的切削量,加工后零件的表面质量很高。因此,等高线加工是高速加工常采取的加工方式之一。本文着重研究等高线刀具轨迹的生成。 关于等高线刀具轨迹的计算,国内外的相关文献中未见有系统全面的报道,有的仅稍加提及。文献[1~4]均采用曲面和水平面求交线而生成刀具轨迹的方法。该法的缺点为:①求交线困难。因在求交中,迭代计算既耗时又可能不收敛;②需对交线作额外的干涉检查运算,计算量大;③无法保证刀具轨迹良好的工艺性。本文根据零件刀位面的离散三角片及其Zmap模型计算等高线刀具轨迹,较好地解决刀具轨迹计算中的求交和干涉问题。该法在生成无干涉刀具轨迹的同时,还能使切削过程始终处于顺铣状态,以保证良好的精加工工艺性。 1 基本概念 在计算等高线刀具轨迹之前,先介绍几个概念。 曲面的刀位面 对应于曲面上全体点的刀位点(cutter location point)的集合称之为该曲面的刀位面。刀位面的Zmap模型。 刀位面的Zmap模型由Zmap点构成。Zmap点为在xOy平面内均匀分布的网格点,每个网格点的z坐标记录了物体的高度值信息,如图1所示。刀位面的Zmap模型就是由大量Zmap点构成的物体的数字化模型[5~7]。
 图1 Zmap网格模型 可切削点和不可切削点。设加工某一层高度为Hi,用Hi的水平面和刀位面的Zmap点做比较。若前者高于后者,则称Zmap点所在竖直线和高度为Hi的水平面的交点,即可切削点;否则,称该交点为不可切削点。可切削点和不可切削点均位于高度为Hi的水平面上,如图2所示。显然,在可切削点位置,刀具不会与零件面发生干涉;而在不可切削点位置,刀具却一定会与零件面发生干涉。
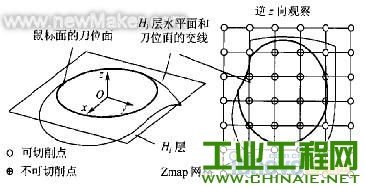 图2 可切削点和不可切削点 可切削网格、不可切削网格和轨迹网格。现考察一个Zmap网格,当网格内的所有Zmap点所在竖直线和高度为Hi的水平面的交点均为可切削点时,称该Zmap网格为可切削网格;而当所有交点均为不可切削点时,则称Zmap网格为不可切削网格;当部分交点为可切削点而其余交点为不可切削点时,则称该Zmap网格为轨迹网格。应注意,可切削网格、不可切削网格和轨迹网格是相对于某一加工层而言。即是说,同一个Zmap网格,在不同的加工层可能为可切削网格或不可切削网格或轨迹网格。 2 等高线刀具轨迹的计算原理 理论上,等高线刀具轨迹是水平面和刀位面的交线中的非干涉部分。但刀位面和刀位面之间可能重叠或有缝隙,因而不易将交线连接为刀具轨迹。另一方面,若单纯计算水平面和刀位面的交线而不考虑层间刀具轨迹的关系,则会出现干涉现象。如图3所示,第i+1层刀具轨迹出现干涉。本文根据刀位面的Zmap模型计算等高线刀具轨迹,可避免上述2问题。
 图3 等高线刀具轨迹的干涉现象 前已述及,Zmap点是在xOy平面内均匀分布的网格点,每个网格点的z坐标记录了刀位面在该点的高度值。可依据当前加工层和刀位面的高度值,将Zmap网格划分可切削网格、不可切削网格和轨迹网格。显然,在一个轨迹网格内,可切削点周围存在一小片区域是可以切削的,而不可切削点周围存在着一小片区域是不可切削的。因此,在可切削区和不可切削区之间存在一条临界曲线,该临界曲线就是第i层等高线的刀具轨迹部分,如图4所示。其中,阴影部分为不可切削区,空白部分为可切削区,可切削区和不可切削区间的临界曲线为刀具轨迹段。将所有刀具轨迹段连接在一起,便可生成高度为Hi的加工层的刀具轨迹。由此,即可构造等高线加工刀具轨迹的生成算法。
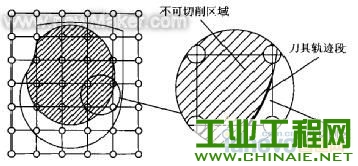 图4 轨迹网格 3 某一层等高线刀具轨迹的计算 由上节讨论可知,刀具轨迹一定落在轨迹网格内。将所有轨迹网格内的刀具轨迹段两两首尾连,便可生成当前加工层的刀具轨迹。因此,构造某一层等高线刀具轨迹的算法如下:首先计算加工层所在水平面与刀位面的交线,然后在轨迹网格内计算出刀具轨迹段,最后将所有轨迹网格内的刀具轨迹段两两首尾相连,便可得到该加工层的等高线刀具轨迹。其步骤如下: 1)计算水平面与刀位面的交线 为了保证计算的稳定快速,一般将刀位面在加工公差内离散为三角片模型[8,9]。设已将刀位面离散为三角片模型,则水平面和刀位面间求交线实际上是平面与三角片模型间求交线。 2)计算轨迹网格内的刀具轨迹段落 在轨迹网格内的交线段,相互之间可能重叠或有缝隙,因此仅按照首尾相连的原则难以连接成光滑的刀具轨迹段。本文参照平切面[10~12]方法,通过求某一方向的包络线来计算轨迹网格内的刀具轨迹段。该方向称为轨迹网格的求解方向,算法如下。 ①求解方向的概念 首先求竖直平面和刀位面的交线,然后取出z坐标轴方向的上包络线,该上包络线便是平切面加工的刀具轨迹。亦即,逆着z轴方向观察,可以看到上包络线。本文将z轴方向称为平切面方法的求解方向。同理,在轨迹网格内,逆着某个方向观察,可以看到等高线刀具轨迹落在该网格内的刀具轨迹段,该方向便为轨迹网格的求解方向。因此,只要为轨迹网格定义合理的求解方向,便可根据平切面法计算出该网格内的刀具轨迹段。根据轨迹网格的定义,可知轨迹网格的求解方向如图5所示。 ②计算刀具轨迹段 轨迹网格的求解方向确定以后,应统一考虑上一层刀具轨迹在该轨迹网格内的投影线与网格内的所有交线,在求解方向上计算上包络线。将此上包络线作为该轨迹网格内的刀具轨迹段,才能避免如图3所示的干涉发生。因此,在一个轨迹网格内求刀具轨迹段的步骤为:计算加工层水平面和刀位面的交线,取出在轨迹网格内的部分;将上一层同一轨迹网格内的刀具轨迹段投影到本轨迹网格内;确定轨迹网格的求解方向;计算在求解方向上的上包络线。
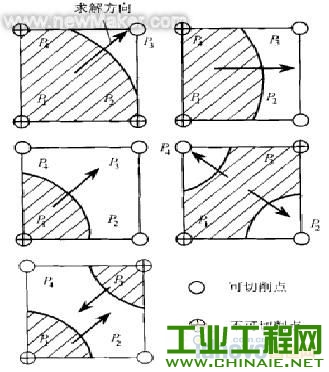 图5 轨迹网格的求解方向 ③将一层中所有轨迹网格内的刀具轨迹段连接为刀具轨迹 计算出所有轨迹网格内的刀具轨迹段以后,将各刀具轨迹段首尾相连,便可组成刀具轨迹。从任意一个轨迹网格内的任意一条刀具轨迹段为起始段搜索形成刀具轨迹。首先找到与起始刀具轨迹段具有相同端点的另一条刀具轨迹段,将该段连接在起始段后并做上已连接标志,并沿这个刀具轨迹段继续搜索。循环上述过程,直至刀具轨迹段形成一个封闭的环。然后,按同样方法在没有标志的刀具轨迹段中搜索形成其它环,直至获得所有由刀具轨迹段构成的环。这些环便是当前加工层的等高线刀具轨迹。 4 整体等高线刀具轨迹的形成 当同一加工层内出现多个刀具轨迹环时,刀具从一个轨迹环移动到另一个轨迹环时需要抬刀。若抬刀过于频繁,会影响加工效率。理想的切削方式应是先加工完一个区域后,再加工其他区域。等高线加工常常作为精加工工序,应始终保持顺铣状态以便获得较高的表面质量。因此,需确定层间刀具轨迹环的合理连接方式以提高加工效率和确保加工中的顺铣状态。 为叙述方便,本文规定:在刀具轨迹环中,若环A完全包含环B,即环B上的每一点均在环A内或在环A上,则称环B为环A的子环,而称环A为环B的父环。 假定加工时刀具顺时针旋转,则为了保持刀具始终处于顺铣状态而确定刀具轨迹环方向的原则为:沿着进给方向看,刀具应始终保持在零件面的左侧,即刀具的右侧是待加工面,如图6所示。
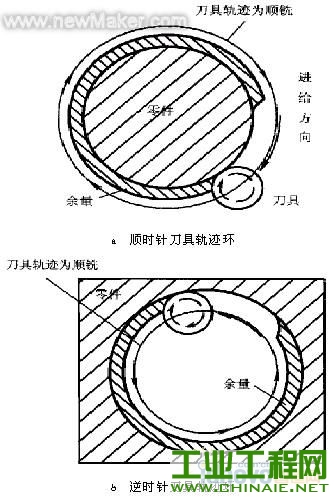 图6 加工中的顺铣 根据上述原则,可将刀具轨迹环中的轨迹段重新排列成顺时针方向或逆时针方向。考察刀具轨迹环内任一个Zmap点,若此点不在该刀具轨迹环的任一个子环中且为不可切削点,则将该刀具轨迹环排列为顺时针方向;否则排列为逆时针方向。图7所示为某零件各层刀具轨迹环的排列结果。所有加工层刀具轨迹环的方向确定以后,可利用环之间的包含关系将各层刀具轨迹环连接成若干加工区域,实施分区切削以提高加工效率。
 图7 刀具轨迹的判断 从上下层刀具轨迹环的关系可知,在同一个加工区域中,各层刀具轨迹环的方向都相同。刀具轨迹环都为顺时针的加工区域称为顺时针区域,否则称为逆时针区域。同时规定每个区域最上层的刀具轨迹环为该区域的首环,而最下层的刀具轨迹环为该区域的尾环。如图7所示,从z轴方向观察顺时针加工区域,上一层刀具轨迹环是下一层刀具轨迹环的子环,即顺时针区域的首环最小,尾环最大;而在逆时针区域里,下一层刀具轨迹环是上一层的刀具轨迹环的子环,即逆时针区域的首环最大,尾环最小。根据此规律,可将各层的刀具轨迹环连接成顺时针区域和逆时针区域,以实现分区加工。 现用图8来说明顺时针区域和逆时针区域的形成过程。
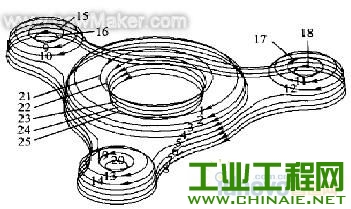 图8 顺时针、逆时针区域的形成 寻找所有顺时针区域:在最上层的顺时针刀具轨迹环中,环1面积最大且为下一层顺时针环2的子环,环2又为第3层顺时针环3的子环,…,直至最后一层,从而形成第1个顺时针区域{1,2,3,4,5,6,7,8}。同理,可生成其它顺时针区域{9,10},{11,12}和{13,14}。 寻找所有逆时针区域:在最上层的逆时针刀具轨迹环中,环15面积最大且为下一层逆时针环16的父环。然而,环16在第3层中没有子环,故形成第1个逆时针区域{15,16}。同理,可生成其它逆时针区域{17,18},{19,20}和{21,22,23,24,25}。所有顺时针区域和逆时针区域如图8所示。 加工区域和刀具轨迹的连接方式确定以后,便可实现零件的分区加工。按照加工区域形成的顺序,逐个完成切削。图9为某曲柄零件的等高线刀具轨迹。
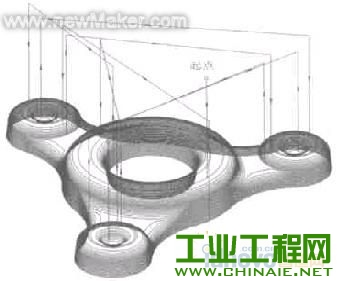 图9 某曲柄零件等高线刀具轨迹 5 结论及实例 等高线刀具轨迹十分适合高速加工的要求。利用本文的算法可以妥善地解决等高线轨迹的生成问题。算法稳定可靠,计算速度快,适用于各种复杂曲面。本算法已在商品化软件CAXA ME中实现且在实际生产中应用良好。图10a为某产品包装盒的实体造型图,图10b是该包装盒的等高线精加工刀具轨迹。
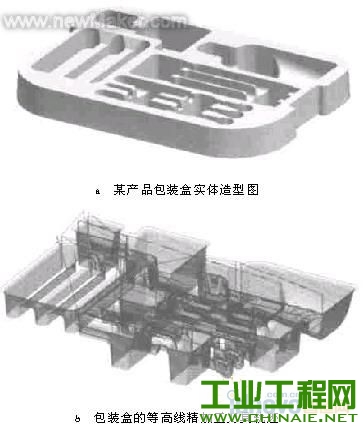 图10 包装盒及其等高线精加工刀具轨迹 |

2020-02-17

2022-06-13

2021-12-13

2022-11-09

2022-10-20



 /1
/1 

