|
引言 机械手广泛用于机械制造、冶金、电子和轻工等部门,其执行机构一般由液压、气动或电机来完成,由于气压技术以压缩空气为介质,结构简单、重量轻、动作迅速、平稳、可靠、节能,工作寿命长,特别是对环境没有污染、易于控制和维护,因此机械手的驱动系统常采用气动技术。机械手系统最核心的部分是执行系统和控制系统,这里我们介绍基于三菱FX系列的PLC来实现对气动机械手的控制。 1 系统结构和功能介绍 如图1所示,机械手的终端是一个气动夹爪,可以实现抓和放的动作,由一个双作用气缸和一个双电控电磁阀来完成控制;气动夹爪安装在一个垂直方向的双作用气缸上,能实现上升和下降动作,方向的控制由一个单电控的电磁阀来完成;垂直方向的气缸又安装在一个水平方向的伸缩气缸上,能实现伸出和缩回动作,水平双作用气缸由一个双电控的电磁阀完成;水平气缸再安装在一个双作用旋转气缸上,能实现左旋和右旋动作,我们希望它能停在活动范围的任意位置,因此选择了一个双电控的三位五通阀来控制。因此机械手的动作由4个电磁阀共7个控制点来实现其旋转、伸缩、上下和抓放的动作,其气动系统原理图见图2。另外,气动机械手的感知部分采用了这样一些信号开关:左右极限点各用1个电感式传感器,伸缩的前后极限点各采用了1个标准型的磁电开关,上下极限点也各采用磁电开关。这样这个机械手系统上就有了6个信号采集输入点。最后机械手再配上2个按钮,分别用于启动和停止。这样本气动机械手的主要输入点有8个(见表1)。
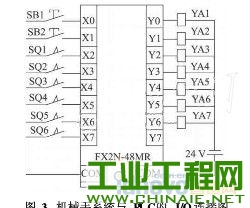
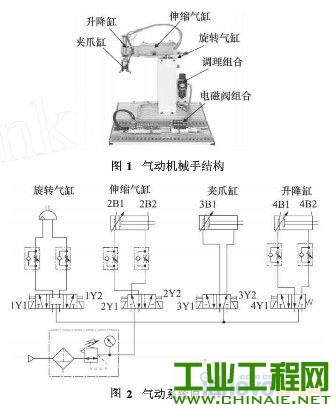 本机械手功能是将一边的工件搬到另一边,如将一条生产线的工件搬到另一条生产线,或将一个工作站的工件搬到另一个工作站,工作顺序为:(上电)→复位→(启动)→伸出→下降→抓工件→上升一缩回→右旋→伸出→下降→放工件→上升→缩回→左旋→循环。 2 PLC控制设计 2.1 PLC I/O表和PLC VO接线图 机械手系统与PLC的I/O表如表1,与PLC的I/O连接图如图3所示。

图3机械手系统与PLC的I/0连接图 2.2 软件设计 机械手动作是:设复位状态为左边、伸缩气缸缩回、气爪放松。因此上电后复位就是需要左旋至左极限、缩回至后极限、放松气爪;按下启动按钮后,伸缩气缸伸出,直至前极限点;下一个动作是机械手下降至下极限点;然后抓工件,此处由于没有传感器,可安排一定的保持时间,如1s;接下来的动作是机械手上升至上极限;然后缩回至后极限;接着机械手右旋至右极限;机械手再伸出至前极限;然后机械手下降至下极限;下一步是将工件放下,完成工件的搬运工作;接下来机械手应返回原始位置,即先上升至上极限,然后缩回至后极限,再左旋至左极限,即原点。至此,气动机械手通过13个动作完成一个工作周期,可返回进行下一个循环。这里,我们注意到机械手都要在缩回后再旋转,这时为了避免悬臂梁过长而造成干涉或者机械的笨重。PLC控制程序的功能图见图4,将此功能图转换为梯形图,就可以成为PLC控制程序,从而实现对本气动机械手的动作控制。
 图4 PLC控制程序功能图 梯形图的设计:梯形图的编制方法很多,可以用起保停的方法,即按条件起动然后保持(自锁),下一个状态成立时切断上一个状态;也可以使用[SET]和[RST]来完成;比较典型的是以[STL]为特征的步进梯形图;如果要精简一些,我们也可以用移位指令来完成,如本例可以用[SFTL MS0 M0 K14 K1],其中SFTL是左移位指令,M50是补位的,M0是起始状态继电器,K14表示共14各继电器,即M0~M13,K1表示一位一位左移。部分程序如图5。
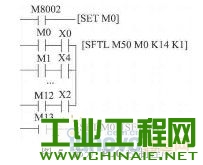 图5部分PLC控制程序 3 结束语 由“可编程序控制器一传感器.气动元件”组成的典型的控制系统仍然是自动化技术的重要方面。电磁阀的线圈功率越来越小,而PLC的输出功率在增大,由PLC直接控制线圈变得越来越可能。气动机械手、气动控制越来越离不开PLC,而阀岛技术的发展,又使PLC在气动机械手、气动控制中变得更加得心应手。气动技术经历了一个漫长的发展过程,随着气动伺服等先进技术走出实验室,气动技术及气动机械手将迎 |

2020-02-17

2022-06-13

2021-12-13

2022-11-09

2022-10-20



 /1
/1