|
0. 引言 目前,随着激光技术的不断发展,激光加T技术也得到了飞速发展。激光加工已广泛应用于钣金切割、雕刻、打孑L、焊接、表面处理等领域。激光切割过程是将激光束聚焦到工件表面,利用其释放的能量瞬间使工件融化并蒸发,从而达到切割和雕刻的目的。激光加工具有切割速度远远高于传统的切割技术,切割精度高,可以实现自动排版加工,且不受切割图案限制,切口平滑等特点,将在切割市场占有越来越多的市场份额。随着电子、通信以及互联网技术的迅猛发展,激光加工也朝着大功率,高速度等方向快速发展,同时,激光切割机床信息化和智能化技术也得到了越来越多的重视。当前,内钣金加工车间工作环境相对较差,加工粉尘、辐射、噪声等都会给现场操作人员身体造成不同程度的危害,因此,远程实时监控激光切割机床工作状态和现场环境参数成为激光加工机床制造业重点研究的热点问题之一。针对FANuC等3种不同的数控系统,利用一台服务器,基于通用的通信接口,实时采集数控设备的加工状态和工艺过程参数等信息;文献。7 o利用网络,对数控机床加工T艺参数、系统报警信息、PLc控制信号、伺服驱动参数、系统故障诊断、机床维护信息等进行远程监控和管理;利用传统的现场总线技术和无线传感网络实时采集数据,采用ARM Cortex—M3嵌入式芯片对数据进行处理,实现了基于Web环境的数控机床远程监控系统。伴随着GPRS技术的不断完善发展,越来越多的应用于机床监控领域,一1。本文提出针对大功率激光切割机床,利用GPRS无线通信技术,在激光切割机床现场设置数据传输模块,实时将激光切割机床的加工状态和环境信息传输到云端服务器,从而实现对激光切割机床状态的远程实时监控。 1.总体方案设计 目前一些先进的数控系统具有通信接口,能够将数据参数传送出来,通过数据接口实现对分散的数控设备的远程控制。GPRS能够实时在线,支持多点数据同传,传输时延小,满足一般监控系统对数据采集和传输实时性的要求。随着国内移动通信技术的快速发展,绝大部分地区已经覆盖了GPRS网络,因此为大范围的设备在线监控提供了基础条件,系统的传输容量大,能很好满足传输监控数据的需要,且通信费用越来越低,应用方便。随着智能手机的普及,维修人员可以通过应用程序浏览云端数据,进而得知数控机床发生故障前后的数据,为快速诊断奠定了应用的基础。 本文以发格激光切割机床作为控制对象,基于串口通信和GPRS移动通信技术构建高功率激光切割机数据采集传输系统,实现对激光切割机床状态的无线远程监控。激光切割机床远程监控系统主要由6部分组成:现场激光切割机床、摄像机、车问环境采集模块、现场智能监控终端模块、云服务器以及远处监控客户端,总体结构框图如图1所示。 2.硬件设计 硬件部分主要涉及现场智能监控终端模块,本系统以sTM32微处理器和GPRs无线通信模块为核心,现场智能监控终端通过串口数控机床进行通信,并将数据通过GPRs无线通信模块实时传输到云端。云端服务器自动记录}传的数据,任何联网的电脑通过云端均可获取当前机床的工作状态。当激光切割机床出现故障时,现场智能监控终端将故障信息通过短信服务模块发送到预制的手机电话号码。维修人员通过短信即可获取数控机床故障信息,并进行故障诊断。 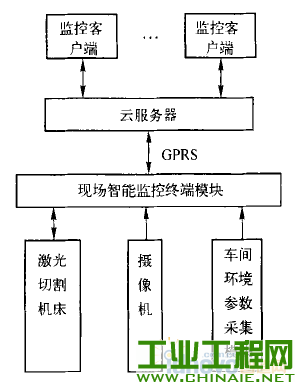 图1激光切割机床远程监控系统框图 2.1现场智能监控设备硬件设计 现场智能监控模块的硬件由32位微处理器、数据显示单元、GPRs无线数据传输模块、数据采集模块和数据存储模块组成,系统硬件原理图如图2所示。 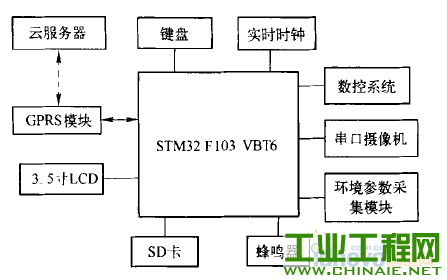 图2现场监控设备硬件原理图 微处理器选用STM32系列单片机STM32F103VB嘶作为主控芯片。采用SIMcom公司的SIM800E模块进行GPRs数据传输,sIM800E是一种专门用于GPRS数据传输模块,SIM800E支持多种TCPIP连接协议和多种连接方式,单步与多步开发环境,传输模式可选择透明与非透明模式,在服务端或客户端支持TCP和UDP协议栈,在本系统设计中,SIM800E模块和STM32单片机的串口2相连,实现GPRS模块与单片机之间的通信。显示单元采用3.5寸真彩触摸屏,实现人机交互。 2.2摄像头监控硬件设计 图像采集选用串口摄像头模块,采用成都蓝矩科技生产的LJ—DSC02系列串口摄像头,200万像素,该模块内置0 V系列高性能cM0s传感器,直接输出JPEG图片,通过Rs232或者RS485进行数据传输,配置6颗850 nm夜视灯进行红外补光。在本系统中将LJ—DsC02和单片机的串口l相连,实现摄像头数据的采集。 2.3环境采集模块硬件设计 环境参数采集采用GK一508F模块,该模块可以采集16路模拟量信号,通信支持RS232、RS485和MODBuS协议接口。在本系统中,主要采集激光切割机床工作时的环境温度、湿度、压力、电源电压、电流、冷却风机温度等信号。 3. 软件设计 在Keil开发环境中设计终端控制软件,软件主要分为系统初始化模块、数据采集模块、数据分析模块、触摸屏显示模块、通信模块等。智能监控设备启动后首先进人系统初始化模块,初始化完成后,开始数据采集。数据采集部分主要包括对对数控机床运行参数的采集、对摄像机图像的采集、现场环境参数的采集。数据采集完成后,进入数据分析模块、分析完成后,进行数据显示和存储,最后进入通信子程序进行数据远传。数据传送完成后,进入下一个循环,软件流程如图3所示。系统初始化主要进行时钟、中断、GPIO、串口等初始化工作。完成后依次与数控机床、串口摄像机、环境采集模块和GPRs模块依次通信。激光切割机床数控系统的通信采用串口异步通信协议。现场监控设备程序运行时,首先向数控系统发送握手请求,握手成功后,接收数控系统传出的各种参数数据;握手失败,发送故障显示接口。在数据处理分析模块中,将激光加工机床的工艺参数、Nc程序、螺距误差补偿参数、工件坐标数据等数据进行分类保存,通过GPRS传输到云端服务器。当接收到云端服务器更新数据请求的命令时,数控机床通信管理模块通过通知数控机床修改通信参数,进行数据更新工作。 串口摄像机模块通过单片片机获取摄像头图像,设备上电初始化时打开串口,设置图像分辨率。正常通信时循环执行开始采集图像、获取图像数据、结束采集图像并上传。 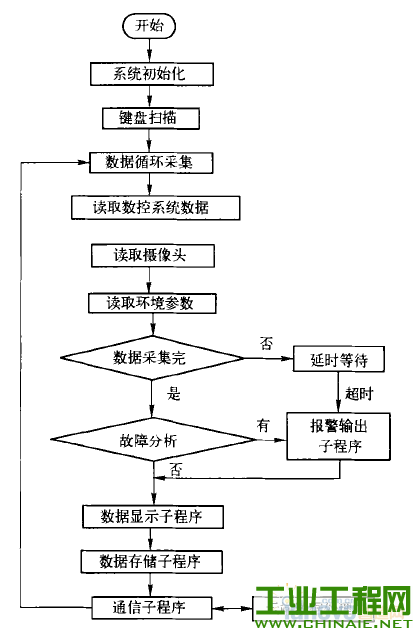 图3软件控制流程图 数据分析模块对采集的各种数据,与设定值进行比较,符合报警条件时,将信号发送至报警子程序。为了方便人机交互,设置了数据显示模块,采用迪文4.3寸真彩触摸屏,完成数据显示与报警信息查看。为了避免由于网络产生故障时,数据不能及时上传,现场设置数据存储模块,将采集到的数据及报警信息,本地存储于工业SD卡,确保数据的安全性。 GPRs模块通信时,首先进行参数初始化,主要参数有:手机卡号码、DNS服务设置、GPRS服务密码、APN设置、IP地址、TcP端口号等,系统上电后,自动建立一个TcP通讯,通信成功后,智能终端模块和云端的数据实现无线交互。 4. 结论 实践表明,利用ST砌;2单片机和SIM800LGPRS通信模块设计的现场智能监控终端,体积小、功耗低,可以与激光切割机床数控系统实时对接,通过该终端,能够将激光切割机床现场数据通过无线网络,传送至云端服务器,通过云服务监控客户端,维修人员可以给用户提供方便快捷的技术支持,具有较好的现实意义和推广价值。 |

2020-02-17

2022-06-13

2021-12-13

2022-11-09

2022-10-20


 /1
/1 


