|
0 引言 主轴定向是FANUC系统的基本功能,在FANUC 0i-TB、0i-TC 、0i Mate-TC、18i及以上版本都可以实现,但设置其参数有些技巧,本篇文章是在实际使用和翻读系统资料的过程中总结归纳出的方法和技巧。 FANUC 0i系列和18i等系列数控系统都有主轴定向功能,可只能在安装主轴编码器并连接串行主轴时使用。本篇文章用FANUC 0i-TC系统作为范例,讲述主轴定向编制梯图、设置参数和调整方法。 1.主轴定向梯图 G70.6:主轴定向的控制信号。 F45.7:主轴定向的完成信号。 SHA00-SHA11(G78,G79.0-G79.3):停止的位置外部设定信号 1.2 定向梯形图 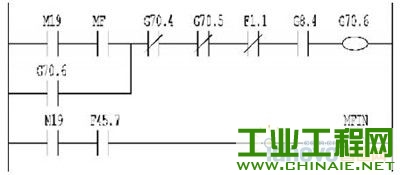 图1 主轴准停基本梯图 1.3 在图1中M19的指令是M19;M指令的选通信号是MF;M指令的应答信号是MFIN;主轴的正转信号是G70.4;主轴的反转信号是G70.5;复位信号是F1.1;急停信号是G8.4。 主轴定向后,存在G70.6自锁,主轴在一个固定的位置带使能停止,即使有外力主轴也不能旋转,此时可装卡工件。如果想断开自锁可以旋转主轴、复位或急停。 1.4 用参数设定主轴定向的位置偏移,可参考参数含义章节;还可以利用PMC 控制主轴定向停止位置外部设定信号G78- G79;一般用PMC 控制多点定向位位置更加便捷。 SHA00-SHA11是设定值范围为0~4095的12位控制信号,利用公式换算成角度如下: S =X ×360÷4096 PMC信号设定值是X,偏移角度是S。 在数控立式蹄片车床VTC5060上,因为卡盘同时装卡两个工件,两点位置需要相差180°,所以用2个键选择两个位置。图2是梯图程序。G79.3信号值是2048,换算成角度是180°。所以相差180°的两个位置可以通过控制通断实现。偏移角度使用参数D0控制。图中两个定位位置的选择信号是180D和0D。 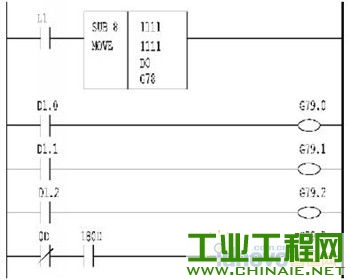 图2 主轴定向位置外部设定梯形图 2.参数设置 2.1参数含义 2.1.1 3702:#2,3表示是定位停止位置外部设定功能是否使用(#2是第一主轴,#3是第二主轴); 2.1.2 4001:#4表示主轴编码器安装方向。编码器与主轴转动方向相同,设置0;如果不相同设设置1; 2.1.3 4002:#1可以设置是否使用主轴编码器。需要主轴定位时,设置为1。 2.1.4 4003:#0表示选择定位编码器(为0表示主轴定向用位置编码器;为1表示用磁性编码器); 2.1.5 4003:#2,3表示主轴定位时的转动方向; 2.1.6 4015:#0表示主轴定位功能是否使用(如果使用定向功能,请将此位设为1); 2.1.7 4017:#7表示定位过程中是否寻找最短路径; 2.1.8 4031:停止的位置。用主轴编码器进行主轴定位时,使用此参数设定停止位置。如果使用主轴定位停止位置SHA00~SHA11外部设定功能,此参数无效;主轴定位使用主轴编码器时,可以用此参数设定停止位置; 2.1.9 4038:表示主轴定位的速度。通过4056~4059参数设置主轴定向时主电机的转速,通过数控系统的计算得到不同档位定位时的主轴转速。当此参数设置0时,主轴速度见下面公式: Nori=60×GEAR×PG×Rori Nori:表示主轴定位速度 GEAR:表示主电机与主轴的传动比(通过4056~4059参数设置) PG:表示主轴定位位置增益(通过4060~4063参数设置) Rori:主轴定位电机速度倍率(通过4076参数设置) 2.1.10 4042,4043:CTH1A 值为1,4043 参数生效;CTH1A(G70.3)值为0,4042参数生效;表示主轴定位速度环比例增益; 2.1.11 4050,4051:CTH1A值为1,4051生效;CTH1A(G70.3)值为0,4050参数生效;表示主轴定位速度环积分增益; 2.1.12 4056~4059:表示各高低档位主电机与主轴的齿轮比; 2.1.13 4060~4063:表示主轴定位各高低档位位置环增益; 2.1.14 4076:表示主轴定位电机的速度倍率; 2.1.15 4077:表示主轴定位位置偏移量;设定值范围是0~4095;计算公式是:偏移量=设定值/4095 × 360°; 2.2.参数设置 2.2.1 如果安装主轴编码器,将4002#1 号参数设为1,为4038参数设个值,一般设置40,为4056到4059号参数设置值,参数依据主轴各档位传动比设置,然后就能够实现主轴定向; 2.2.2 如果仍不能实现主轴定向功能,先更改4001#4号参数,按照上文修改编码器安装方向的参数设置,再按照上文参数含义检查相关参数的设置,然后将总电源断电重启系统后再执行主轴定向操作; 2.2.3 如果经过按照上面一条说明所讲述的方法仍然不能够实现主轴定向功能。那么可能是由于个别参数设置调整后与主轴不相匹配造成的结果,此时应该手动将4000到4134号参数全部依次清零,如果个别参数值不能清除掉,先不用理会,然后断开总电源。系统重新上电后,可依据主电机的型号重新设定4019#7和4133号参数,再一次生成主轴的参数。再次断开电源后,重新按照上面2.2.1和2.2.2所讲述的方法调整参数,然后就可以实现主轴定向功能了,如果仍然不能实现,此时需要检查编码器和编码器接线是否存在问题; 2.2.4 主轴定向是主轴旋转速度不能太低,要不然就无法找到定向位置。一般情况下,主轴定向时速应该在10到25转之间,因主轴定向过程中并不检测卡盘是否卡紧的信号,所以在可以实现主轴定向功能情况下,主轴定向的旋转速度尽可能低,避免造成危险伤害。还要说明的是,机床安装调试第一次通电后第一次执行主轴的定向功能所需要的时间稍长一些,在此后执行此功能一般情况下一转内可完成。 3.主轴定向应用 执行主轴定向功能,如果想操作方便可以使用按钮控制主轴定向,也可用标准M代码M19来操作执行;如果需要多点位定向功能,可以使用工件加工程序来改变 定向位置,操作方法见下面步骤: 3.1 使用用可编程参数输入G10语句,实现主轴定向位置在加工程序中的偏移,G10语句格式见表1。 3.2 对于固定几点准停,可用主轴定向停止位置外部设定功能,用M指令改变准停的点,这需要在梯形图中实现此功能。 3.3 用加工程序改变准停位置的示例程序见表2。 表1 G10语句说明 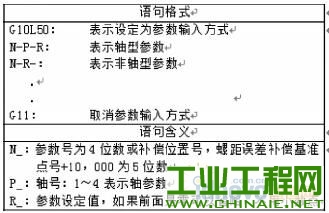 表2 示例程序 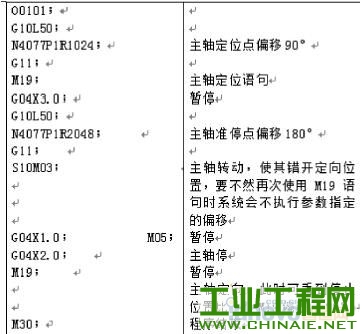 4.结束语 主轴定向功能是一个很常用并且实用的功能,在数控机床使用加工过程中具有重要应用价值,如本篇文章能为大家在工作中起到些帮助和启示,那就是是本文的意义所在。 |

2020-02-17

2022-06-13

2021-12-13

2022-11-09

2022-10-20



 /1
/1 

