|
0 前言 我国汽车工业发展速度,对汽车生产装备的需求也大量增加。近年来,国内机器人焊接工作站和生产线设计制造水平有了长足进步,系统集成、工装夹具设计制造和焊接工艺研究、机器人工艺程序编制等,都可以满足各种型号规格汽车零部件焊接的技术要求。当前汽车制造业的特点是车型更新换代较快,汽车产量、品种大幅增加。高柔性的机器人焊接系统可以提高生产效率、提高并稳定产品质量,降低工装投资成本,在汽车制造业中得到了广泛应用。 作为国内较大的弧焊机器人系统制造商,首钢莫托曼机器人有限公司以高性能的MOTOMAN弧焊专用机器人为主要技术优势,在轿车车桥、排气系统、座椅等零部件弧焊应用领域积累了丰富的经验。在此介绍了MOTOMAN机器人在轿车排气系统弧焊方面的应用技术。 1 弧焊机器人系统的基本构成和配置 弧焊机器人工作站通常由焊接机器人、焊接电源和送丝机构、清枪剪丝单元、变位机、工装夹具、PLC控制柜及操作台、安全传感器及安全栏等构成,弧焊机器人系统基本配置如图1、图2所示。
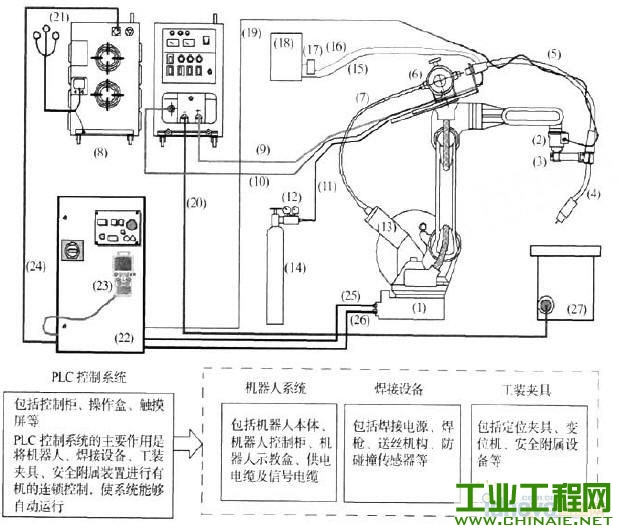 图1 弧焊机器人系统基本配置1
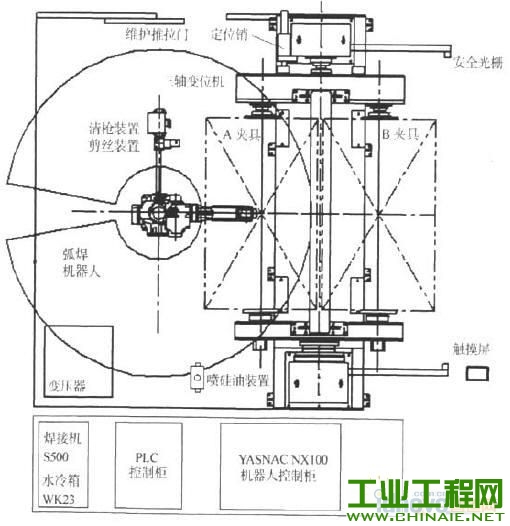 图2 弧焊机器人系统基本配置2 根据不同的情况,有时会增加焊缝跟踪、起始点检出、多层焊、各种摆焊等功能,保证满足需要的焊接工艺要求。 2 排气系统弧焊工艺分类 排气系统是汽车发动机燃烧后产生废气的处理系统,主要为排放和消声两大功用,其组成包括歧管、催化净化器、波纹管、中消、后消等部件。主要功能是将发动机在燃烧过程中产生的废气从多个气缸内收集、净化(催化净化器)、消声,然后引到车后排放。其整体结构如图3所示。
 图3 排气系统构成 按照主要功能模块距离发动机的远近,也可以划分为热端、冷端两部分。 热端部分直接连接发动机排气口,主要包括歧管、净化器、波纹管、二级净化器、挂钩法兰等附属部件。因其所处底盘位置空间紧凑,所以其部件外形变化较大,焊缝分布复杂。同时,因其主要功能为净化尾气,故焊缝密封性要求高。 冷端部分承接热端,主要包括中消、后消、挂钩法兰等附属部件。冷端总成通常较长,焊缝多为小直径环缝;当后消声器包为焊接结构时,通常要求压装焊接,焊缝量较大。消声器包进出气管处焊缝为3层薄板焊接,焊缝成形要求高。 3 排气系统焊接单元的典型布局 排气系统机器人焊接单元主要由弧焊机器人、焊接设备、清枪剪丝机构、变位机、焊接夹具、安全防护系统、电气控制系统、工件检测设备、物流系统等组成。按照不同种类工件的焊接特性,其布局形式主要有以下几种: (1)弯管类歧管焊接单元布局。 弯管类歧管的焊缝空间分布较复杂(见图4),需要使用2台机器人协调焊接或应用双轴变位机取得合适的焊接姿态。双机协调焊布局如图5所示,双轴变位机布局如图6所示。
 图4 弯管类岐管
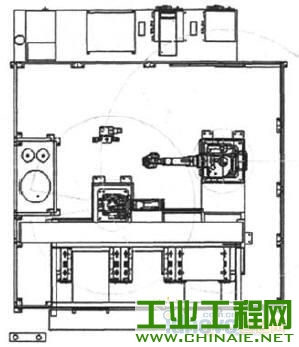 图5 双机协调焊布局
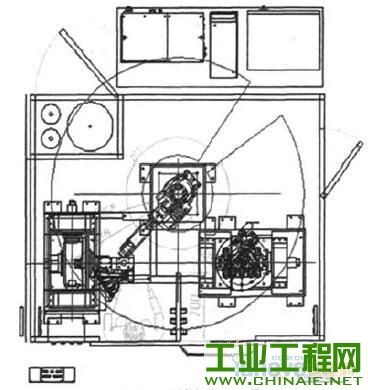 图6 双轴变位机布局 (2)冲压半壳类歧管、净化器、波纹管焊接单元布局。 冲压半壳类歧管(见图7)的焊缝主要分布在半壳一侧的弧面上,应用单轴变位机即可达到合适的焊接位置。此类工件和净化器、波纹管等尺寸小、焊缝分布单一的工件一起,可使用单座单轴变位机双工位布局,如图8所示。
 图7 半壳类岐管
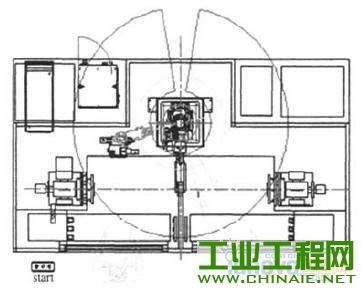 图8 单座单轴变位机双工位布局 (3)热端总成焊接单元布局。 热端工件(见图9)是由歧管、净化器、波纹管、二级净化器、挂钩法兰等分总成工件焊接在一起的图7半壳类岐管总成工件,是轿车排气系统焊接工件中最复杂的一种,通常需分3~4道工序焊接完成。
 图9 热端总程 多道工序夹具分布在单个机器人焊接单元内的紧凑型布局如图10所示。
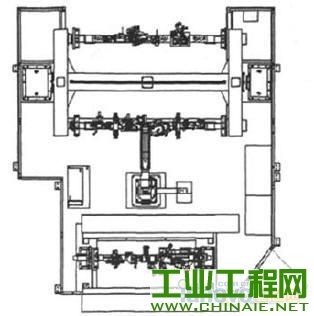 图10 多道工序夹具分布在单个机器人焊接单元内布局 当产量需求大时,可以采用多个机器人焊接单元组成U型线,优化物流。 (4)半壳类消声器大包焊接单元布局。 半壳类消声器大包(见图11)在焊接过程中需要加压8t以上,需要使用可安装液压模具的特殊双轴变位机实现焊接。其布局如图12所示。
 图11 半壳类消声器大包
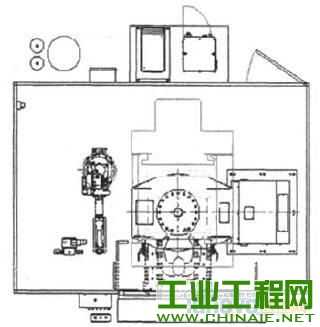 图12 半壳类消声器大包焊接单元布局 (5)冷端总成焊接单元布局。 排气系统冷端总成工件通常由法兰、进出气管、消声器大包、挂钩支架等部件焊接组成。按排量大小分为单、双系统两种形式如图13、图14所示。
 图13 单系统冷端总成
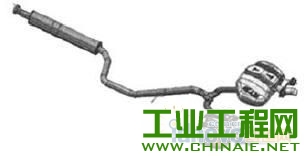 图14 双系统冷端总成 冷端总成工件的长度通常为2~3m,常用布局为立式翻转3轴变位(见图15)和水平回转3轴变位(见图16)两种。双系统冷端总成焊缝分布范围较大,更适用于水平回转3轴变位布局。
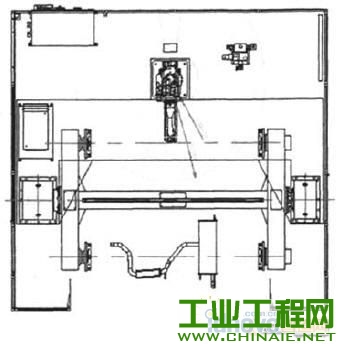 图15 立式翻转3轴变位焊接单元布局
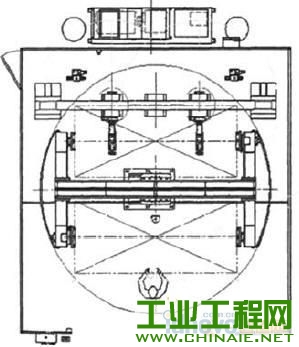 图16 水平回转3轴变位焊接单元布局 4 MOTOMAN排气系统弧焊工作站的特点 MOTOMAN机器人排气系统焊接工作蛄,综合了MOTOMAN机器人的技术优势和全球两大排气系统供应商FAURECIA和TENNECO的专业技术规范,以最新技术设计出优质的排气系统机器人弧焊线和焊接装备。形成了技术领先、产品全面、快换性能强的特点。 4.1 MOTOMAN机器人用于弧焊技术优势 MOTOMAN-EA系列机器人在结构上具有开创性的优越性。其主要特点是将焊枪电缆与焊枪内置在机器人臂中,避免了焊枪电缆和焊枪与周围物体的相互干扰,使机器人示教过程变得更简单,同时大大增强了焊枪的可达性(见图17、图18)。该机器人一经推出,迅速在汽车车桥、消音器等排气系统零部件以及座椅骨架等焊接领域取得了好评。多家焊枪生产企业为该机器人研制了专用焊枪。目前除了空冷焊枪,还可以使用水冷焊枪实现较高电流的连续焊接,也可选择伺服焊枪进行焊接。
 图17 B轴动作范围扩大
 图18 焊接电缆无干涉 SSA2000是更新一款用于焊接的机器人,在保持EA1400结构优势的基础上大幅提高了轴动作速度,单轴速度同比最大提高40%,焊接速度最大可同比提高15%,成为世界最快的弧焊机器人。 MOTOMAN最新一代用于弧焊的机器人MOTOMAN-VA1400(见图19)也在最近推出。控制器采用了功能更加强大的DX100,这是世界上第一台7轴弧焊机器人。VA1400在传统工业机器人第一俯仰臂上增加了1个回转关节,具有冗余的自由度,使机器人本体的机动性、可达性提升到了前所未有的高度。在保持同一焊枪角度的情况下,其他手臂可以自由地采用多种姿态。焊接过程中不会因为本体和夹具的干涉而改变焊枪和工件的夹角,如图20所示。新的7轴机器人为焊接工装设计、生产空间布局、焊接姿态优化增加了更多的优化空间。
 图19 MOTOMAN-VA1400
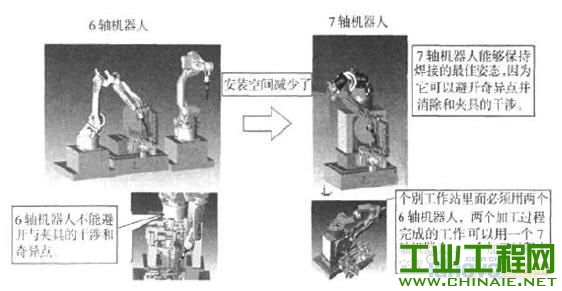 图20 6轴机器人与7轴机器人比较 MOTOMAN机器人的性能和品质是轿车排气系统焊接机器人工作站能够具有优越功能的坚实技术基础。 4.2 覆盖排气系统所有类型零部件焊接的设计辅助及制造能力 为了应对汽车制造厂的各种生产模式,需要从简单的消声器、单体净化器焊接,到结构复杂的热端总成,以致多种排量、型号可共线生产的整套排气系统。这对机器人焊接系统的整体设计、工装夹具的结构布置、工艺流程的确定、工件上下料和装夹方式,都有较高的要求。首钢莫托曼公司为此设计制造的产品已经覆盖了排气系统所有类型的零部件和总成。可以提供新产品焊接工序分析、布局优化设计、标准化工装研制、样件焊接试制、设备能力提升改造等全套服务,使用户得到最专业的技术服务和支持。 为了保证焊接系统的有效性,设计中进行焊接模拟仿真,优化工装夹具结构,使其具有更好的焊接工艺特性。新产品试制初期,采用样件试制用简易夹具和焊接试验,确认总体工艺的可行性。正式生产工装订购阶段,制造商和用户一起确定焊接工序、制定最优机器人利用率的焊接单元布置、选择最佳现场布局方案。 4.3 便捷的夹具快换功能 便捷的夹具快换功能大大提高了设备的利用率,使用户可以根据需求随时调整生产,减少重复性投资和设备闲置。同时,利用快换功能还可实现在新产品试制和小批量生产阶段先投夹具,在现有机器人焊接生产线上生产,批量生产阶段前再投新焊接线。这样有助于用户保持更好的资金利用率。 作为企业标准,MOTOMAN机器人焊接站固定了以下几种夹具快换方式: (1)整根夹具梁快换的设计和快换方式。 a.夹具梁和变位机间的快换连接。夹具两侧安装定位销,变位机法兰一侧采用定位销套,另一侧采用键槽的定位方式。连接时,夹具两侧的定位销依靠重力插入销套和键槽中定位,连接板两侧的翻转螺钉压紧连接板,如图21所示。这种快换结构简便可靠,定位重复性效果好,已经成为通用快换结构标准。
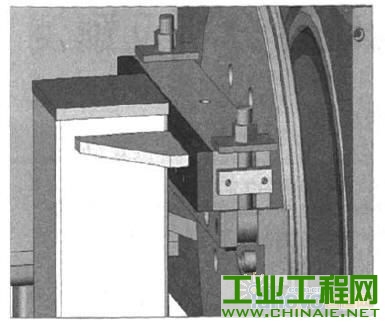 图21 夹具梁和变位机间的快换连接示意 b.快换辅助工装的应用。夹具质量通常为200~400kg,要想快捷省力的更换夹具,就需要使用辅助工装来升降和移动夹具。单梁夹具的辅助工装可以使用液压堆高叉车改造,在叉车上加装夹具梁锁紧结构防止夹具侧翻,或者在夹具梁上安装可快速拆换的叉车靴套,如图22所示。
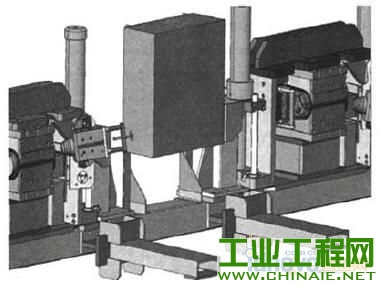 图22 单梁夹具梁的辅助工装示意 (2)小件夹具及部件快换的设计和快换方式。 当单根夹具梁上夹具的互换性高时,可以使用标准快换式夹具梁,如图23所示。此时夹具梁上的定位销按标准尺寸分布,小件夹具可用其底板上的标准尺寸定位套与梁配合定位,使用开口快换垫圈快速夹紧。
 图23 标准快换式夹具粱 当夹具需要更换部件以适应不同型号的工件在同一套夹具上生产时,也可使用同样结构,如图24所示。 小件夹具或快换的部件人工更换时质量要控制在约20kg,否则需要专用辅助工装。
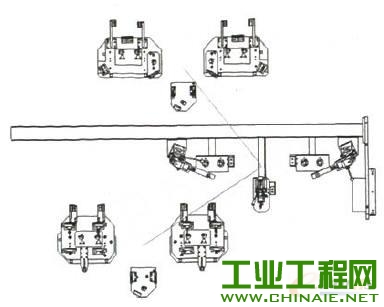 图24 不同型号工件使用同一套夹具 部件更换时,气缸与阀间的气管可通过多路快换接头实现分离,阀留在夹具梁上,供替换夹具重复使用。电控线缆的连接采用多针航空插头。 应用上述快换结构,单套夹具更换时间可控制在10min内。 5 排气系统机器人弧焊生产线的发展 轿车排气系统机器人弧焊工作站是一种具有代表性的汽车零部件机器人焊接单元。排气系统零部件的特点是形状复杂,焊接母材薄且焊缝处工件结构精细,对焊接工艺和工装有较高的要求,尤其是多品种混合生产焊接系统,整体方案的构思需要更加的周密和完善。工件合理可靠的定位、焊接变形有效防止、保证焊接时焊缝处于最优姿态、保证焊枪有很好的焊接夹角和动作空间,都需要综合得到实现。工作站的整体布置、变位机的选用形式、工装夹具的设计制造、焊接工艺的制定,都会对焊接系统的最后工作效果有直接的影响。首钢莫托曼从1998年开始研制排气系统弧焊,截至目前共制造了150余台套排气系统类零件机器人弧焊站,产品涉及的轿车品种近60种,不仅涵盖了国内主要轿车生产厂,2008年更向韩国和波兰出口了通用公司Epsilon II平台系列排气系统的整套焊接线及工装夹具。并已成功开始向大型客车用排气系统焊接线进行业务扩展。 10多年的设计制造经验,使首钢莫托曼造就了成熟的设计和调试团队。从最初的单台机器人消声器焊接站,到现在的满足一个轿车平台多种排量型号的整套排气系统焊接线,首钢莫托曼的轿车排气系统焊接装备制造能力已稳居同行业前列。 |

2020-02-17

2022-06-13

2021-12-13

2022-10-20

2022-11-09
 /1
/1