|
机器人焊接作为现代汽车制造技术发展的重要手段,己被国内汽车主机厂广泛应用。在汽车零部件品质要求和机器人应用效率不断提升的情况下,越来越多的零部件工厂选择以应用焊接机器人作为技术升级改造和提高产能方案的切入点,但其应用多以机器人弧焊、机器人点焊为主,对于机器人螺柱焊却很少有应用。本文研究提出了针对汽车零部件的机器人螺柱焊工作站及其设计扩展方案,并介绍了弧焊+螺柱焊双机器人系统工位的实际应用。
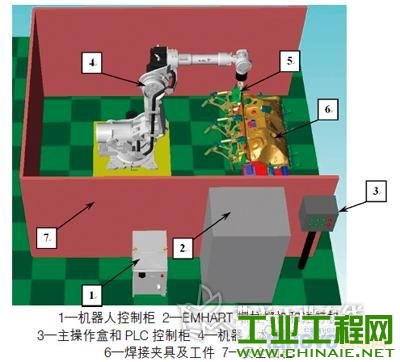 图1 螺柱焊机器人工作站布置 螺柱焊机器人工作站构成 零部件螺柱焊接一般在总成产品的最后一道工序进行,目前绝大部分零部件生产厂家均使用人工螺柱焊,由操作工手工安装焊接螺柱,焊接位置一般使用模板或靠板限位确定,其存在效率低、焊接位置偏差波动大以及工人劳动强度大等问题。设计采用机器人进行螺柱焊,可以基本避免以上问题。 机器人螺柱焊系统由机器人本体及控制柜、螺柱焊接电源、送钉机、螺柱焊枪及焊接夹具和相关电缆管路等构成,同时还包括必须的工作站设备和操作安全保护设施。
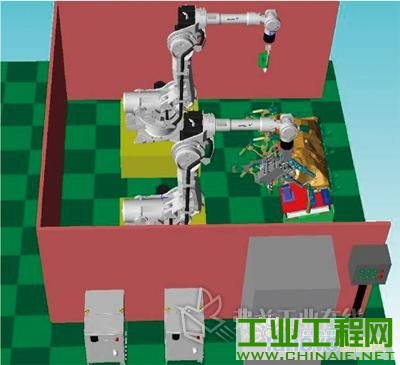 图2 点焊/弧焊+螺柱焊双机器人工作站 1. 螺柱焊机器人工作站布置方案 一个机器人螺柱焊单工位工作站系统构成如图1所示,包括:ABB 6400型工业6轴机器人,凸缘盘前端装有EMHART自动螺柱焊枪,1个焊接工位,1套基于PLC螺柱焊和主操的系统总控单元。 设计制造一个机器人流水作业工作站,利用计算机三维模拟技术进行平面布局设计、机器人及焊枪选型和焊接轨迹离线编程;利用系统集成技术进行系统设计与安装、PLC控制系统的编制及焊接程序调试等。螺柱焊机器人工作站具有功能实用、结构紧凑、物流顺畅、操作简便、工作安全及性价比高等特点。 同时,在实际应用中可以对该系统进行功能拓展,根据产品工艺流程可实现弧焊+螺柱焊双机器人工作站、点焊+螺柱焊双机器人工作站(见图2),甚至是点焊和螺柱焊的双枪系统机器人工作站(见图3),这些可以极大地丰富系统功能和应用拓展。
 图3 点焊+螺柱焊双枪机器人工作站 2. 螺柱焊机器人离线仿真 机器人是多自由度、多连杆的空间伺服机构,在工作站系统设计时,首先需要结合实际被焊工件和夹具情况对其进行运动分析和轨迹规划设计。可以利用离线编程软件,对机器人操作臂运动控制以及实际工作环境应用中的障碍避让和可能的碰撞干涉等诸多问题进行模拟仿真。通过离线仿真,可以提高设计效率,优化工装夹具和机器人运动轨迹,并可以确认干涉点和干涉位置,实现工作节拍平衡,并最终确认现场布置,同时通过离线仿真,还可以降低项目运营成本,有效提高现场调试速度,如图4所示。
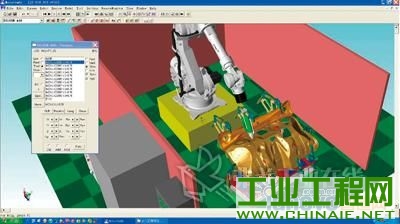 图4 自动螺柱焊机器人工作站系统离线仿真 弧焊+螺柱焊双机器人工作站系统设计与应用 1. 系统设计方案 某车型后桥生产原工艺流程的最后一道工序为手工螺柱焊,由于零件外形大、质量重,并且零件两面均要焊接螺柱,因此工人操作需要将零件翻转一次,并进行两次装夹操作,工人的操作时间长、劳动强度大,成为瓶颈工位。在操作过程中容易碰到先前已经焊接的螺柱,造成螺柱弯曲变形,同时由于使用靠板限位装置定位螺柱焊接位置,易产生螺柱焊接位置偏差和由于导电不良导致的焊接强度不良,这些问题都会造成后道工序的装配问题。另一方面,由于该工位操作时间长,造成前道弧焊工位较长的等待时间,设备利用率很低。 在研究分析了前道机器人弧焊工位运行过程后,我们考虑将机器人弧焊工位和螺柱焊工位合并,设计一个弧焊+螺柱焊双机器人工作站,通过PLC控制系统建立机器人之间的通信,使弧焊和螺柱焊能同时进行,并且利用机器人外部轴——变位机,实现工件翻转,两面焊接螺柱。
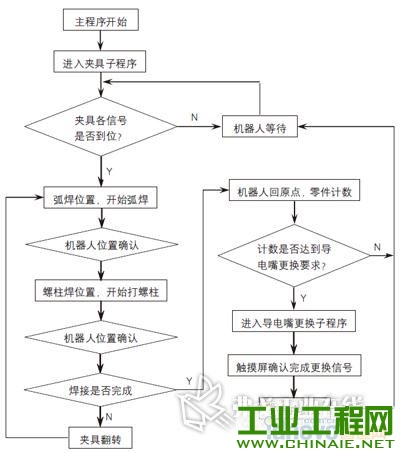 图5 弧焊+螺柱焊双机器人工作站工作流程 2. PLC控制系统设计 整个机器人工作站系统焊接与工装夹具信号,采用PLC总控制方式。PLC控制系统具备的功能主要包括:对机器人控制,实现手动、自动的操作方式,并保持和机器人的实时通信,在机器人出现故障时能及时反馈信号并停止后续操作;建立和保证机器人之间的通信关系,使机器人能够正确运行相应程序;与采用的人机控制界面(触摸屏)进行通信,实现对焊接夹具等工装的控制要求,满足人工操作和工件的装夹;具有故障检测和报警指示功能,如焊接过程中断信号、工作单元围栏安全锁、安全光栅、急停按钮、焊接夹具气缸到位磁性开关信号以及工件安装防错检测信号等。 针对系统单元不同的工作程序,如主程序、夹具子程序及螺柱焊枪导电嘴更换程序(亦可以对系统功能进行扩展,实现其他功能)等,通过I/O口设计不同的信号,在按下启动按钮后,PLC将相应信号发送给机器人,由其调用执行不同的子程序,实现相应的动作。每个节点动作顺序,均可主动向其他节点发送消息,消息的识别主要依靠PLC模块的输入/输出点来分别处理程序。
 图6 弧焊+螺柱焊双机器人系统工作站 在弧焊+螺柱焊双机器人PLC控制系统单元中比较重要的环节就是建立和处理两台机器人之间的通信信号,在运行状态时首先是弧焊机器人进行工作,螺柱焊机器人处于等待状态。当弧焊机器人运行到程序设定位置时,会发送一个通知信号给PLC,PLC确认该信号后,发指令给螺柱焊机器人,通知其开始运行,达到程序设定位置时也会发送一个通知信号给PLC,等待其确认后接收后续程序执行指令,即机器人运行指令均由PLC发出,确保机器人运行在安全区域。 考虑到机器人工作站的安全要求,PLC主控系统实现了对工作站各设备单元的报警指示功能,包括控制变压器电源信号、机器人控制柜报警信号、弧焊报警信号、螺柱焊机报警信号、冷却水流量、压缩空气压力、围栏安全锁及安全光栅等,通过系统控制界面(触摸屏)和工位状态指示灯进行显示。在任何故障情况下,系统会切断机器人伺服供电电源,中断机器人运行程序,待故障排除之后,重新开始工作。 弧焊+螺柱焊双机器人工作站工作顺序如下:首先接通机器人电源变压器、弧焊电源、螺柱焊电源、系统控制器和机器人控制箱等部分电源,开启冷却水流量阀和压缩空气气阀,调用出机器人示教编程器内工作主程序,根据需要选择单元主控触摸屏工作方式为“手动”或“自动”。在“手动”操作方式下可以实现夹具各气缸单独动作以及机器人轨迹示教等功能;“自动”操作方式即为正常生产时使用的模式,工人上料后按启动按钮,系统实现夹具夹紧、弧焊、螺柱焊和夹具打开,再由工人下料,整个工作主要流程如图5所示。 弧焊+螺柱焊双机器人工作站实际运行工作如图6所示,弧焊机器人和螺柱焊机器人可以同时运行工作,效率和设备利用率得到提升。该零件的弧焊+螺柱焊双机器人系统工作站投入生产使用后,焊接螺柱的位置度和质量得到很大改善,生产效率大幅提升,同时降低了工人劳动强度。 结语 零部件的螺柱焊机器人系统工作站通过PLC系统控制,实现了操作自动化,焊接质量稳定性和员工劳动强度均有很大改善,同时提高了设备利用率。 在螺柱焊单工位系统基础上可以扩展多种功能,根据工艺流程和生产现场实际情况构建出点焊/弧焊+螺柱焊双机器人系统多工位工作站、点焊/螺柱焊双枪机器人多工位工作站等,具有良好的推广意义。 |

2020-02-17

2022-06-13

2021-12-13

2022-10-20

2022-11-09


 /1
/1 


