|
近年来,焊接机器人在我国汽车工业中得到了大量应用,每年有近千台的焊接机器人投入汽车生产中。除了汽车整装厂使用大量机器人焊接外,在汽车零部件工厂也有大量的应用,特别是在汽车底盘件的生产。由于底盘件是汽车的重要结构安全件,其焊接质量对汽车的安全性起决定作用,因此大都采用机器人来焊接。 机器人焊接生产线设备构成 该机器人焊接生产线主要用于轿车底盘件的左右控制臂总成、副车架总成、左右后拖曳臂总成的焊接,工件如图1,图2,图3所示。在选择生产线的设备时主要考虑以下几个方面: (1)满足生产纲领; (2)生产线具有很好的柔性; (3)焊接质量满足产品要求;
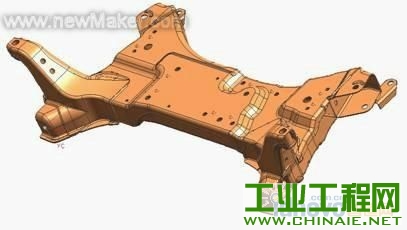 图1,副车架
 图2,控制臂
 图3,后拖曳臂 对于副车架总成的焊接,根据其焊缝的分布特点,采用双机器人同时对称施焊,可有效控制焊接时产生的扭曲变形。通过对三种工件总成焊接时焊缝数量、焊缝长度的统计,以及对焊缝分布特点的分析,结合机器人焊接的特点,为了满足单班制、251天,年产6万套/年的生产纲领,该机器人焊接生产线共由8套机器人焊接工作站组成。其中左右控制臂总成的焊接由4套单机器人焊接工作站完成,副车架总成的焊接由3套双机器人焊接工作站完成,左右后拖曳臂总成的焊接由一套双机器人焊接工作站完成。各机器人焊接工作站的焊缝数量及焊接节拍如表1所示。每个机器人焊接工作站都配置有焊枪清理器和一套头尾架焊接变位机,变位机可与机器人之间协调运动。
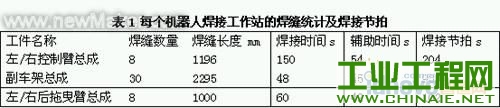 其中辅助时间包括机器人空行程时间、装卸件时间和焊枪清理时间。机器人空行程时间按照每条焊缝3s计算,装卸件时间和焊枪清理时间按30s计算。计算机器人的焊接时间时取机器人的焊接速度为8mm/s。 副车架机器人工作站布局图如下所示。
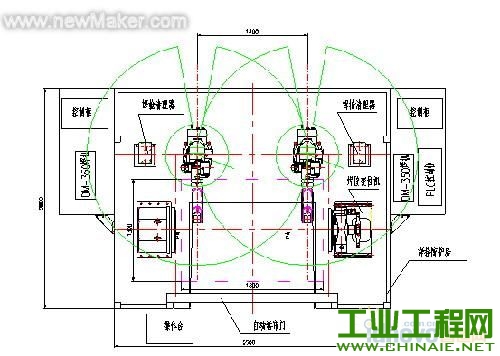 图4,副车架双机器人焊接工作站平面布局图 机器人焊接工装夹具设计要点 (1)机器人焊接夹具采用标准化、模块化设计,电控气动夹紧的定位方式。由人工装卸工件,操作完毕,发出允许工作的信号后自动控制夹紧、放松动作; (2)采用标准接口,水、电、气采用快换接头,满足柔性生产的要求; (3)左右控制臂总成、副车架及左右后拖曳臂总成三种工件的共同特点就是焊缝长度长、数量多。由于焊接时有大量的热输入,如果夹具设计不合理,焊接后会产生很大的焊接变形,影响尺寸精度。因此如何控制焊接变形是焊接夹具设计的关键。在夹具设计时采用以下几个措施: (a)在长焊缝的定位夹紧部位采用整体铜材,并通水冷却,提高夹具的散热效果; (b)采用具有自锁功能的压紧气缸; (c)副车架壳体由高强钢冲压而成,难免有很大的弹性变形,在总成夹具中采用TOX气-液转换缸压紧,保证足够的压紧力。 (4)为了装卸工件方便,保证装卸工件时有很大的开敞性,将夹具体安装在滑动导轨上,通过气缸带动,工件安装好后,焊接时夹具体自动滑入压紧区压紧,焊接完成后夹具自动打开,夹具体滑出到装卸工位。 机器人焊接工作站的控制系统 PLC控制系统用于机器人系统及其周边装置的协调与控制,可实现参数设定、系统编程、工作状态显示及故障报警显示。 PLC采用SIMATIC S7-300,通过Profibus DP总线与夹具上两个ET200S远程I/O模块互联。采用这种结构既可减少现场接线,又可提高系统的稳定性;同时由于ET200S具有热插拔和易于扩展的特点,使系统扩展和维护非常方便。其中一个ET200S模块用于夹具信号连接及动作控制,另一个ET200S模块用于夹具自动识别(通过短路线短接不同的输入信号区别不同的夹具,简单又可靠),通过HMI SIMATIC-TP-170B触摸屏作为人机界面,实时显示系统各部分的状态,提高系统诊断和故障排除速度。 焊接生产线的特点 在生产线的设计过程中,生产线的柔性和安全性是两个重要的原则。 1、生产线的柔性,主要体现在下列几个方面: (1)所有焊接设备及工装夹具具有互换性、通用性,通过更换夹具即可快速实现多种产品的生产要求,更换时间不超过10分钟; (2)机器人工作站具有互换性、通用性,整个焊接区有一个公用底板,底板上各方向均设有标准5吨叉车搬运孔,易搬运; (3)工装夹具与安装支座连接标准化,水、电、气等采用标准快速连接,以适应柔性生产的要求; (4)柔性控制。更换不同夹具时,只需要在触摸屏上选择相应的工件号即可,通过与夹具自动识别系统进行比较,如果相同,则自动调用焊接程序,如果选择错误,则报警提示。 2、生产线的安全性设计主要体现在下列几个方面: (1)采用封闭式机器人焊接防护房,配有焊接烟尘净化装置; (2)机器人程序启动采用双手按钮; (3)焊接房安装有自动卷帘门,焊接时关闭,防止焊接弧光对人员的伤害,在门的上下分别设有到位开关以检测门的工作状态(开/关),同时在门的开关两个位置分别设有位置锁(防止松动装置及门的误动作); (4)在自动卷帘门内地面300mm高度设有安全光幕,采用30o倾斜布置,光幕长度600mm,在自动工作状态下,如有人进入焊接房或在夹具操作位置有人,机器人及变位机自动停止运转。 通过对机器人周边装置及控制系统的柔性设计,焊接机器人的柔性特点会得到更充分的发挥,从而满足日益加剧的多品种、小批量的生产要求,为企业参与激烈的市场竞争提供有利的加工手段。 |

2020-02-17

2022-06-13

2021-12-13

2022-10-20

2022-11-09



 /1
/1 

