|
昱庄机械自成为ABB机器人合作伙伴开始,通过结合自身十余年在自动码垛系统开发维护的经验,便为工业机器人在码垛行业的应用推开了一扇大门,昱庄集成ABB机器人开发的机器人码垛系统广泛应用于食品饮料、医药化工、物流仓库及各类制造行业。某纸箱包装流水线由于经常发生人工堆垛纸箱而发生纸箱表面擦伤及沾染污渍而导致纸箱报废,而且搬运过程中浪费了大量劳力,工作效率很低。改造中采用了昱庄机械代理的4台ABB-UP6工业机器人用于自动码垛系统的作业,ABB-UP6机器人自动装箱、码垛系统是一种集成化的系统,它包括工业机器人、控制器、编程器、机器人手爪,在线机器人视觉系统和码垛模式软件。系统配置自动称重、贴标签和检测与通信系统。并与生产控制系统相连接,以形成一个完整的集成化包装流水线。这种柔性码垛系统通过机器人用吸盘式手爪抓取纸箱,并进行纸箱码垛作业。 1 ABB-UP6工业机器人的特点 ABBUP6型工业机器人为6轴垂直多关节型结构的机器人,如图1所示,机构简图如图2所示,这种机器人常用于弧焊、搬运、喷漆等作业。由于采用了准确的控制算法及高精度的检测元件,大幅度提高了高速动作时的轨迹精度。因此,高速弧焊、喷漆和码垛搬运作业时的作业质量得到很大的提高。
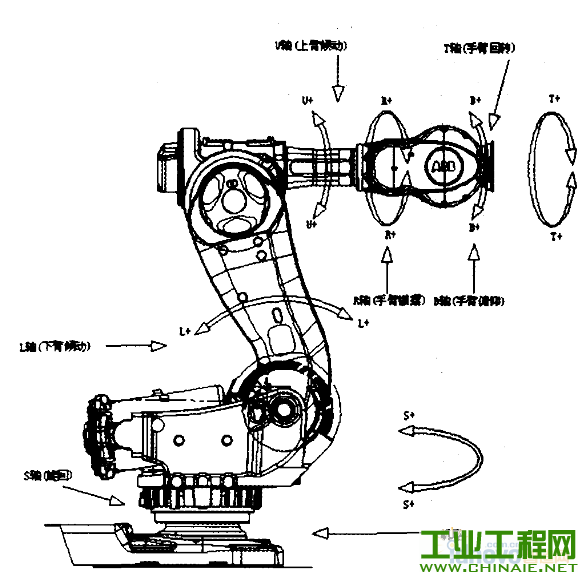 图1 UP6型机器人外观简化图
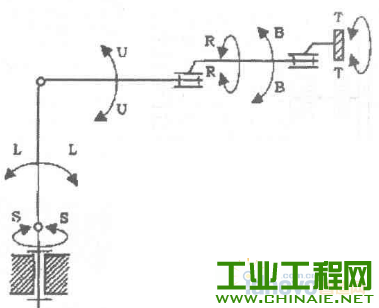 图2 ABBUP6型机器人机构简图 该机器人有良好的人机界面,编程工作方便。 控制器适用于Ethernt、M-Net、Device-Net、Interbus-S、Profibus等标准现场网络。因此,可以很容易地完成与周边设备的通信连接。 碰撞检测功能:碰撞检测功能使机器人刚碰到周围的物体后就停下来,这样可减少碰撞产生的损坏。 动作范围较大,最小范围为:R392mm,最大范围为:Rl373mm。 2 昱庄机器人自动堆垛系统的设计 2.1 设计原则 机器人工作站是指用一台或多台机器人,配以相应的周边设备,用于完成特定工序作业的独立生产系统。主要由机器人及其控制系统、视觉系统、辅助设备以及其他周边设备所构成。 设计原则是: 1)提高产品的质量,确保纸箱的洁净无擦伤码垛; 2)必须满足作业的精度要求和产品质量等级分类要求; 3)必须满足生产节拍要求,要求机器人反应时间小干900ms; 4)整体及各组成部分必须全部满足安全规范及标准,各设备及控制系统具有在线故障显示及报警装置; 5)便于维修护理; 6)操作系统应简单明了,便于操作和人工干预;操作系统便于联网控制; 7)工作站便于组线通信线路精简集中; 8)经济实惠,快速投产。 2.2 平面布置 根据以上的设计掘则,分板某现有生产线特点,设计ABB机器人纸箱自动码垛系统平面布置如图3所示。
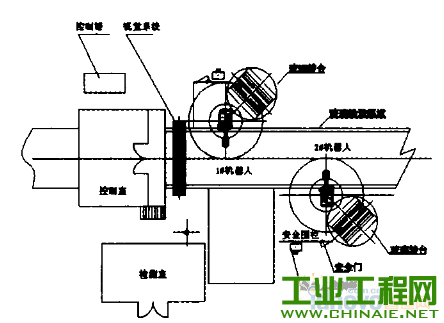 图3 ABB工业机器人自动码垛系统平面布置图 在生产线一边布置有一台型号为IBR6600—225/2.55机器人,另一边布置了一台型号为IRB7600-340/2.8的机器人。每台机器人都配有两只可以旋转的纸箱码垛转台。在正常生产情况下,2台机器人处于工作状态,其中两台用于一级纸箱产品的抓取码垛,另外一台用于二级品的抓取码垛。产品的分级由视觉系统检测确定。还有台机器人作为备用。 2.3 辅助装置 辅助装置包括:末端执行器,机器人架台,纸箱标准箱自动称重、贴标签系统和托盘输送系统等。 其中未端热行器为一组可调节位移量真空吸盘,通过视觉系统检测信号经上位机处理,由控制器自动调整部分吸盘位移量,以适应不同尺寸与形状纸箱的吸取。吸盘吸取纸箱尺寸范围为:最大2000×1500×(3~19)mm;工件移动范围:2000~2200mm;节拍:15s/块;未端执行器驱动:气动;抓取形式:真空吸附;空气压力:6bar(大气露点-20℃)‘空气消耗量:0.5m?/min;吸盘手爪净重:15Kg左右。 2.4 控制方式 采用DCS控制方式。即由上位机根据机器人视觉系统发送的信号,启动工业机器人完成作业。图4为控制系统结构关系示意图。
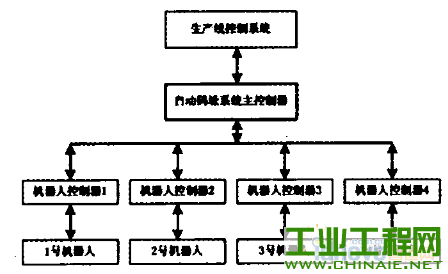 图4控制系统结构关系示意图 2.5 机器人视觉系统 采用特征位方法识别零件,并通过质心法结合特征点及最小二阶矩进行定位。利用带有透镜径向一阶崎变的小孔摄像机(像机采用敏通MTC-63V5H型:1/3英寸彩色高解析摄像机。CCD总像素:795(H)×596(V)(PAL)l扫描系统为625线,50场/秒;最低照度:0.8Lux(F1.2,5600。K)信噪比:52dB/60dBl图像采集卡采用天敏SDK一2000视频卡。它提供了基本的一次开发库。采集速率为30帧/秒显示分辨率为640×480、24位真彩色。),采用径向排列约束(RAC)2步标定法对摄像机进行标定,并在线验证。识别产品正确率100%,系统工作时间约300ms,满足装配作业的实时性和精度要求(900ms)。 2.6 通信:采用ABB的远程智能I/o系统(MasterFieldbus网络) ABBMasterFieldbus是ABB过程站与控制站的连接通讯网络。它的最远串行通讯距离是750m。网络组成包括控制器、短连接线SDB(带屏蔽线的两芯电缆)、长连接线LDB(双绞线)、调制解调器、终端单元、专用软件。利用远程智能I/O系统简化了通信线路,提高了系统的稳定性,确保系统通信安全。通信流程如图5。
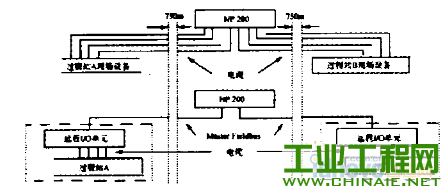 图5 远程智能I/O系统通信 2.7 工作流程
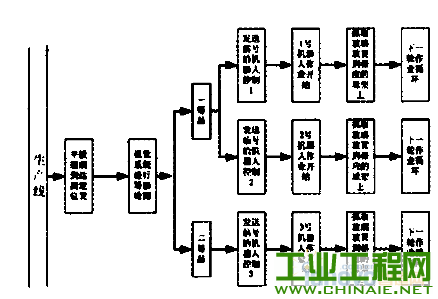 图6 机器人自动码垛系统工作流程
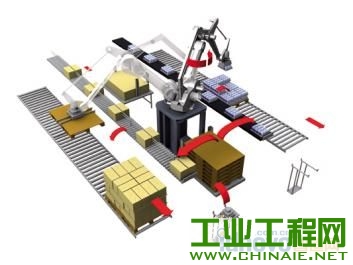 组图7 纸箱抓取过程 图6为3台ABB-UP6机器人的工作流程,图中可以看出3台机器人按生产线的生产节拍相互配合的工作情况。组图7为机器人的抓取过程。 3 结语 实践证明昱庄机械代理的ABB-UP6工业机器人能很好地完成生产线中纸箱自动堆垛的作业任务,大大改善了产品质量,避免了纸箱在人工堆垛过程中的擦伤及表面污渍导致的产品报废,为高质量包装流水线提供了可靠的质量保证;同时也提高了纸箱的作业效率和生产效益。这是昱庄工业机器人在自动码垛系统应用的一个成功的范例,可为机器人技术的应用与推广所借鉴。 |

2020-02-17

2022-06-13

2021-12-13

2022-10-20

2022-11-09



 /1
/1 

