|
0 引言 焊接作为材料加工的一种重要手段在工业生产中得到广泛应用。由于诸多因素的推动,焊接过程自动化、机器人化已成为趋势[1]。尤其是研究开发具有智能的焊接机器人及其智能化技术,实现焊接路径自动规划、实时自动校正路径及焊缝跟踪、焊接熔深、熔透以及焊缝成形等质量控制功能,将是21世纪焊接工艺技术实施的发展方向。 焊接质量控制的研究是焊接过程自动化的重要组成部分。由于对焊接过程自动化和智能化水平的要求日益提高,对焊接质量的控制变得尤为重要。近年来,随着计算机视觉技术的发展,利用机器视觉直接观察焊接熔池,通过图像处理获取熔池的几何形状信息,对焊接质量进行闭环控制,己成为重要的研究方向[2-4]。 焊缝的熔宽、熔深等尺寸参数是影响焊接质量的重要因素,而熔池是对焊缝尺寸参数影响最为直接的因素。因而,研究焊接过程中熔池的变化以及实现熔池某些参数的控制对焊接质量的控制有实际的意义。同时,根据实际生产经验,焊工是根据熔池的变化调整焊接工艺规范以及焊枪姿态来保证焊接质量的。因而,根据焊接熔池变化来控制焊接质量也是实现焊接智能化的一个重要部分。 1 局部自主智能脉冲GTAW焊缝熔透实时控制弧焊机器人系统结构介绍 实验系统的硬件主要部分是一套局部自主智能焊接机器人系统,该系统以沈阳新松机器人有限公司的机器人产品RH6为本体[5]。在机器人本体末端(第6关节)增加了一个摄像机随动装置(第7关节),通过皮带传动可以带动两个摄像机绕焊枪转动[6-7]。 局部自主智能焊接机器人(Local Autonomous Intelligent Welding Robot)系统的核心是一台PIII850的通用计算机,它提供完成机器人系统坐标变换,轨迹生成,插补运算及外部信息综合和焊接系统的控制,状态管理,任务调度等。它的作用是一台中央监控计算机,它与机器人控制柜通过CAN总线通讯。它与导引、焊缝跟踪模块以及熔透控制模块之间通过Ethernet通讯。导引、焊缝跟踪模块的功能是通过视觉传感实现焊接机器人焊接初始位置的导引和焊缝跟踪。LAIWR机器人第七轴上的一个CCD摄像机通过视频电缆与导引、焊缝跟踪计算机上的图像采集卡相连。LAIWR机器人第七轴上的另一个CCD摄像机通过视频电缆与熔透控制计算机上的图像采集卡相连(硬件配置同导引、跟踪模块)。同时熔透控制计算机还通过自行开发的控制/采集接口电路与焊接电源相连,以实现焊接参数的实时控制和焊接参数采集。焊接电源采用了日本DAIHEN公司生产的INVERTER ELESON 500P型交直流两用GTAW焊接电源。此外,系统还包括水箱和保护气瓶等辅助设备。 熔透控制试验系统的核心部分是一台PⅡ350型台式计算机,其对焊接电源、送丝机构和焊接运动机构的控制是通过数据采集卡、步进电机控制卡和接口电路实现的。焊接电流和送丝速度的控制是通过调节焊接电源控制端的输入电压来实现的。焊接速度的控制是通过改变步进电机的单位时间的脉冲输入数目来实现的。图像采集卡与计算机相联,计算机通过接收焊接电源传送的焊接电流的时刻与形状等特征信息,可以控制取像的时刻。送丝机构位于机器人第3轴上端,送丝位置为熔池的斜前方。该系统可以完成从焊接自动起弧、焊接工艺参数设置、熔池图像自动采集、熔池图像尺寸计算、控制算法实现、焊接规范自动调节,直到自动熄弧的完整的焊接工作过程。整个机器人脉冲GTAW传感与过程控制控制试验系统结构框图如图1所示。
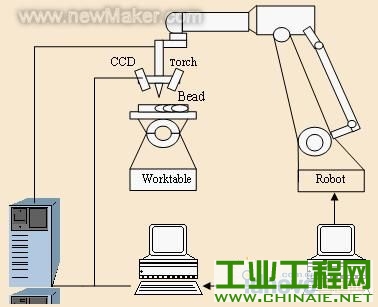 图1 机器人脉冲GTAW试验系统结构框图 2 基于连续光谱的宽带复合滤光系统确定和铝合金熔池参数定义 利用图像传感的方法控制焊缝质量,首先要获得熔池图像。为了获得清晰的熔池图像,必须采用滤光系统。铝合金GTAW焊接条件下的弧光光谱分布基本规律是在强度相对较低的连续光谱上叠加许多强度不等的其它谱线所组成的,在不同的工艺参数下(焊接电流,焊接电压),光谱分布会有轻微变化,但基本规律不变。近熔池表面区光谱主要由铝原子光谱,铝离子光谱和熔池金属黑体辐射产生的连续光谱组成,弧柱区的光谱主要由氩原子和离子的谱线组成,此外还含有其它金属的蒸汽谱线。因此采用窄带滤光的方式获取铝合金GTAW焊熔池图像的方法是不可行的。通过分析铝合金实际GTAW焊接光谱分布,本文采用的宽带滤光片的通光范围是590nm-710nm,峰值透过率25%,减光片通光率20%,熔透控制传感器置于熔池的正后方,使传感器的中线与焊接方向成45?角的方向,可清晰获得熔池图像。 利用视觉传感方式对铝合金脉冲GTAW焊缝成形进行控制,获取能反映焊接过程焊缝成形的信息是至关重要的,通过图像处理的方式获得可描述熔池状态的特征参数,对焊缝稳定成形的控制也就是控制这些参数的稳定。因此本文定义铝合金GTAW焊熔池图像的特征参数为:正面熔池的宽度、正面熔池的长度。另外,在本文所获取的铝合金GTAW焊熔池正面图像中,不能看到熔池的全部,因此所利用的是正面熔池的半长。如图2。
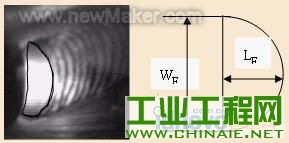 图2 熔池图像及特征参数示意图 (a) 熔池正面图像 (b) 熔池特征参数示意图 3 脉冲GTAW熔池正面参数神经网络模型的建立 模型是认识系统、研究系统的一种工具或手段。近年来,随着人工神经网络研究的兴起,为焊接过程动态模型的建立开辟了新的道路。由于焊接过程具有很大的热惯性,在建立ANN模型时,我们不仅应该考虑当前时刻的焊接规范输入,还应该考虑焊接规范的历史值对当前时刻熔池形态的影响。 针对铝合金散热快的特性,本文在模型的输入中考虑了焊接规范的当前值和规范的前三个历史值。这里采用的焊接规范包括脉冲峰值电流和脉冲占空比(焊接过程中保持焊接速度和脉冲基值电流恒定,所以这里不作考虑)。同时,前面熔池的大小和形态也要影响当前时刻的熔池,因而,本文也将前三个时刻熔池的特征参数(熔池最大宽度、熔池半长度)作为网络的输入。综上,本文模型的共有14个输入参数。模型的输出为熔池特征参数(包括熔池最大宽度和熔池半长度)的当前值,一共有2个输出。建立脉冲GTAW熔池正面参数神经网络模型如图3。对于BP神经网络中间层节点数的选择问题,不同文献上有不同的选择原则。本文隐含层确立为一层,因为一个三层BP网络已经可以完成任意N维到M维的映射。隐含层单元的选取根据经验确定为19最合适。
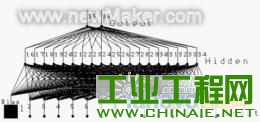 图3 铝合金脉冲GTAW熔池正面参数神经网络模型 4 PID控制器的设计 PID控制是过程控制中应用最广泛的一种控制规律,PID控制就是比例(P),积分(I),微分(D)三种控制作用的综合,它是对误差实施一种变换输出控制量。本文选择了增量式算法。为了提高运算精度,本文用梯形积分代替矩形积分,用四点差分代替单点差分以减小数据误差和噪声,改进后的增量型PID算法如式(1)[8]:
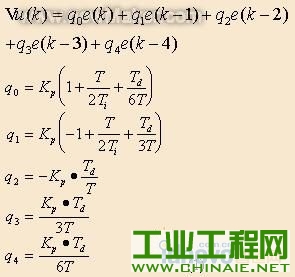 其中,Kp为比例系数,Ti为积分时间常数,Td为微分时间常数,T为采样周期。由此可见,实现PID控制,必须求出Kp,Ti,Td三参数,即控制参数的整定。 利用这种PID控制器对两种形式的工件进行了变散热条件下的单变量控制实验。所用的材料为LF6,工件厚度为2.5mm,接头形式为对接,采用脉冲不送丝方式[9]。以焊接电流峰值为控制量,以焊缝正面熔宽为被控制量,给定理想熔宽8mm。对于梯形工件,控制参数采用仿真参数Kp=17.45, Ti=0.75, Td=0.605;哑铃形工件控制参数Kp=22.45, Ti=0.585, Td=0.795。在控制实验中,为了保证起弧阶段的良好成形,起弧后停止3秒钟,熔透后再施加焊接速度,前十个脉冲采用恒规范的焊接参数,另外为了限制超调的发生,电流峰值的调节范围限制在160~180A。最小的电流调节单位设为1A。图4,图5分别是用PID控制在有散热条件变化的梯形和矩形工件上对接得到的焊接工件正反面照片。图6是PID控制过程曲线。 梯形工件实际焊后正面宽度最大绝对误差为0.781mm,平均误差为0.052 mm,均方根误差为0.01822 mm;哑铃形工件实际焊后正面宽度最大绝对误差为0.935mm,平均误差为0.0135 mm,均方根误差为0.0226 m。
 图4 PID控制梯形工件焊件正反面照片
 图5 PID控制哑铃形工件焊件照片
  (a)梯形工件(Trapezoid workpiece) (b)哑铃形工件(Dumbbell-shape workpiece) 图6 变散热工件PID控制焊接过程控制曲线 5结论 试验结果表明,单变量PID控制方式具有调节速度快的特点,但是系统输出的超调量大,不利于系统稳定。从图6(a)中可以看出梯形工件控制量总的趋势是随着散热条件的变差而减小,背面熔宽基本上是围绕8mm上下波动的,但是随着散热条件的逐渐变差,背面熔宽的波动性也逐渐加剧,同时稳态误差也逐渐增大。对于哑铃形工件,正面熔宽的值是围绕给定理想熔宽8mm上下波动的。基本维持在8mm左右。在中部熔宽有微量突起,这是由于散热条件在此突然变差引起的,同时控制量也急速调小以维持热输入输出的平衡,保持正面熔宽的稳定一致。总之,对于单变量的PID控制仍然存在超调量大和稳态误差大的特点。 |

2020-02-17

2022-06-13

2021-12-13

2022-10-20

2022-11-09



 /1
/1 

