|
一、激光焊接技术在汽车装配中的应用 激光焊接生产效率高和易实现自动控制的特点使其非常适于大规模生产线和柔性制造。其中,激光焊接在汽车制造领域中的许多成功应用已经凸现出激光焊接的特点和优势。 用于大熔深激光焊接的CO₂激光器一般以连续方式工作,主要包括快轴流和Slab型两种类型。同快轴流激光器相比,Slab型激光器具有结构紧凑、气体消耗量少、维护成本低的特点。目前世界上CO₂激光器最大输出功率为45kW,工业生产中应用的激光器输出功率范围约在700W~12kW之间。 Nd:YAG激光可以通过光纤传输,在柔性制造系统或远程加工场合更具有适应性。目前国外Nd:YAG激光器的最大输出功率达10kW,而包括汽车在内的工业生产中应用较多的则是3 kW和4 kW的Nd:YAG激光器。 1、新型激光焊新年好工艺与方法 (1)双/多光束焊接 双/多光束焊接的提出最初是为了获得更大的熔深、更稳定的焊接过程和更好的焊缝成形质量,其基本方法是同时将两台或两台以上的激光器输出的光束聚焦在同一位置,以提高总的激光能量。后来,随着激光焊接技术应用范围的扩大,为减小在厚板焊接,特别是铝合金焊接时容易出现气孔倾向,采用以前后排列或平行排列的两束激光实施焊接,这样可以适当提高焊接小孔的稳定性,减少焊接缺陷的产生几率。 (2)激光—电弧复合焊 激光—电弧复合焊是近年激光焊接领域的研究热点之一。该方法的提出是由于随着工业生产对激光焊接的要求,激光焊接本身存在的间隙适应性差,即极小的激光聚焦光斑对焊前工件的加工装配要求过高。此外,激光焊接作为一种以自熔性焊接为主的焊接方法,一般不采用填充金属,因此在焊接一些高性能材料时对焊缝的成分和组织控制困难。而激光一电弧复合焊集合了激光焊接大熔深、高速度、小变形的优点,又具体有间隙敏感性低、焊接适应性好的性点,是一种优质高效焊接方法。其特点在于: 1)可降低工件定位要求,间隙适应性好。 2)有利于减少气孔倾向。 3)可以实现在较低激光功率下获得更大的熔深和焊接速度,有利于降低成本。 4)电弧对等离子体有稀释作用,可减小对激光的屏蔽效应,同时激光对电弧有引导和聚焦作用,使焊接过程稳定性提高。 5)利用电弧焊的填丝可改善焊缝成分和性能,对焊接特种材料或异种材料有重要意义。 激光与电弧复合焊的方法包括两种,即旁轴符合焊和同轴复合焊。旁轴激光—电弧复合焊方法灾现较为简单,但最大的缺点是热源为非对称性,焊接质量受焊接方向影响很大,难以用于曲线或三维焊接。而激光和电弧同轴的焊接方法则可以形成一种同轴对称的复合热源,大大提高焊新年好过程稳定性,并可方便地实现二维和三维焊接。目前,对旁轴复合焊的研究较多,而同轴复合焊的还处于研究阶段。在复合焊的应用方面,许多汽车制造商正将其用于新型汽车的制造。例如,在进行汽车车身拼焊时,利用3kW的Nd:YAG激光焊接1.2mm和0.7mm厚的拼板时焊接速度最高为4.0mm/min,采用复合焊后最大速度可达7.4m/min,而允许的对接坡口间隙从原来的0.05 mm提高到0.15 mm.国内近年来也开始了激光—电弧复合焊的初步研究。 2.焦点位置控制 图1是某CO₂激光焊接焦点位置的双闭环控制系统示意图。整个系统包括数控激光焊接机床(CNC)、特殊设计的激光焊炬以及检测控制系统。焊接喷嘴一工件距离可以通过上下调节焊炬位置实现,而聚焦透镜位置则由电动机驱动在焊炬内独立上下运动,实现焦点位置的调节。检测系统由电荷传感器(PCS喷嘴)和装在喷嘴侧面的江学传感器(PS传感器)组成。焊接过程中,根椐检测到的PCS信号变化,系统可以自动调节喷嘴至工件表面距离,保证在焊接过程中保持喷嘴—工件距离恒定;同时根据PS信号调整聚焦透镜的位置,用于补偿因热透镜效应引起的焦 点位置波动,使焦点位置始终处在最佳焦点位置范围。
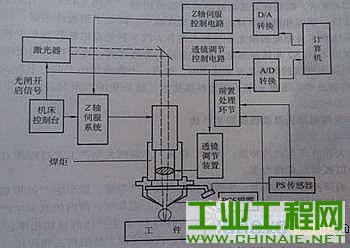 图1 激光焊接焦点位置双闭环控制系统组成 3、 激光焊接在汽车制造中的典型应用 汽车制造领域是当前工业生产中最大规模使用激光焊接技术的行业,从汽车零部件生产到车身制造,激光焊接已经成为汽车制造生产中的最主要焊接方法之一。总体上讲,激光焊接在汽车制造中的应用主要包括三个方面。 (1)汽车零部件的激光焊接 激光焊接在汽车制造中的应用始于变速箱的齿轮焊接,由于采用了激光焊接,焊接后的齿轮几乎没有焊接变形,不需要焊后热处理,而且焊接速度大大提高,因此很快得到了应用。国外到目前为止,激光焊接已经在汽车零部件生产中得到非常广泛的应用,包括尾气排放系统(进气歧管、排气管、消声器等)、变速箱双联齿轮、减振器储油缸筒体、滤清器、车门铰链等。国内汽车领域应用激光焊接主要有变速箱齿轮和减振器储油缸筒的焊接。 (2)激光拼焊技术 激光焊接在汽车制造中应用最为成功,同时效益最为明显的一项技术就是汽车车身的拼焊技术。激光拼焊的目的是为了降低车身质量,即在进行车身的设计制造时,根据车身不同部位的性能要求,选择钢材等级和厚度不同的钢板,通过激光裁剪和拼接技术完成车身某一部位的制造。激光拼焊技术具有下列优点:减少零件和模具数量;缩短设计和开发周期;减少材料浪费;最合理使用不同级别、厚度和性能的钢板,减少车身重量;降低制造成本;提高尺寸精度;提高车身结构刚度和安全性。 |

2020-02-17

2022-06-13

2021-12-13

2022-10-20

2022-11-09



 /1
/1 

