|
快速原型(RP.Rapid Pmtotyping)技术是在20世80年代中期发展起来的一种先进成形制造技术,它通过计算机、数控、激光和材料等高新技术的集成,快速获得机械零件的原型。快速原型技术作为新产品开发中不可缺少的重要环节,它直接影响新产品开发周期和开发费用。目前快速原型技术主要有堆积成形方式和去除成形方式两种。堆积成型方式是按一定顺序添加材料来制造原型,其典型代表是SLA、SLS、LOM、FDM等快速成形技术。它在不需要工具或模具的情况下,能够直接从CAD模型快速地制造出任意复杂形状又具有一定功能的三维原型或零件,但也存在可选用材料种类有限、可制造零件尺寸小、表面质量差、精度低等问题。去除成形方式是通过把基体的部分材料分离出去的方法制造原型,其典型代表是车、铣、线切割、电火花等数控加工。具有可选材料种类多、可制造零件尺寸大、表面质量好、精度高等优点,但也存在着可直接加工制造的形状结构有限、需要辅助的工装夹具等问题。 从20世纪60年代初,美国研制成功两种工业机器人,并在工业生产中得到应用。自20世纪70年代开始在汽车工业中应用以来,在其他制造行业的应用也越来越多旧o。但是大都用于简单重复繁重的工作,如上、下料,搬运等,以及工作环境恶劣的场所,如喷漆、焊接、清砂和清理核废料等。20世纪90年代后,由于工业机器人的开式链结构使其能实现柔性制造,能适应多品种小批量的生产,而多品种、小批量的生产正是快速原型技术的特点和应用范围,促进了工业机器人在快速原型技术中的应用。 1 快速制造原型技术原理
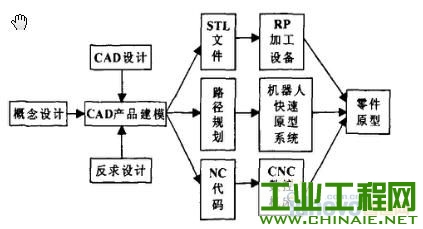 图1 快速原型制造技术原理 快速制造原型技术是借助计算机辅助设计,或者用实体反求工程得到有关原型和零件的几何形状、结构和材料的组合信息,从而获得目标原型的概念并以此建立数学化描述原型,之后将这些信息输入到计算机控制的机电集成制造系统,通过逐点、逐面进行材料的成型,再经过必要的后期处理,使其在外观、强度和性能等方面达到设计要求。这样就可达到快速、准确地制造原型或实际零件的目的。其制造技术原理如图1所示。 2 工业机器人在快速制造原型技术中的应用 2.1 工业机器人在快速制造原型技术中的应用 在过去的十几年,考虑缩短产品的开发时间、提高设备的功能性以及环境和谐性和产品质量,研究人员已经构筑了多种机器人快速原型系统。1996年Vergeest等人提出了一个雕刻机器人系统。该系统包含一个工业机器人和一个工作台,它是基于铣削泡末材料的快速原型系统,主要是为设计者提供进一步设计的参考,原型的尺寸大约80cm,精度一般在0.5~2mm,用时大约几个小时。同期还有香港大学陈永华教授开发的面向大型制件的机器人快速原型系统,该系统具有7自由度,工作空间为4 m×2m×2m,可以制作许多大型零件如船模。2003年Hsuan—kuan Huang等开发的基于双机器人的快速灵活原型制造系统,主要是为了克服单机器人不能到达的区间及在机器人奇异点位置如何加工的问题,该作者还比较了单机器人系统和双机器人系统的工作情况。以加工如图2所示的木质中国塔为例,单机器人系统需要66 min,误差为0.25 mm;双机器人系统需要时间32 min,误差为0.04 mm。他们都是材料去除成形o 2005年Timo Schafer和Rolf Dieter SehraftH。发展了一个基于工业机器人的薄壁金属成型系统。该系统通过在机器人末端装置一个锤击工具,对薄壁金属进行连续锤击,得到零件的形状。在系统中他们主要设计了一个可以连续锤击的装置。在工件大小为300×300 film;材料为铝、进给速度为1 mrrds的工况下,花了50min完成工件,工件最小误差为正负4mm。国内机械科学研究总院单忠德博士在机器人快速制造铸型方面也做了很多工作。
 图2中国塔模型及加工过程 华中科技大学创形并质研究室张海鸥教授针对等离子熔射快速制模工艺中的技术关键问题——耐高温 被熔射原型的高精度快速制造和金属皮膜的等离子熔射成形进行了进一步的理论和试验研究。在原有RSHT工艺基础上,引入了工业机器人单元,建立了工业机器人加工平台,并在此平台上开发了机器人直接原型熔射制模新工艺(Direct Prototyping Spray Tooling,DPST),属于材料堆积成形;以及为了提高原型的尺寸精度,通过添加高速主轴单元实现材料去除成形的机器人制造陶瓷原型系统一。 基于工业机器人的快速原型制造系统一般由计算机、机器人、控制柜、工作台以及加工工具几部分组成,如图3所示。
 图3机器人快速原型制造系统 前文提到的研究成果,不管是材料堆积成形还是材料去除成形的原型系统,都是根据零件的CAD模型,生成符合机器人轨迹特点的CAM多轴加工轨迹,以及通过自行开发的软件进行数据转化,把CAM加工路径转化为机器人加工路径。工作重点就是如何生成高效的刀具轨迹路径,以及提高加工精度来克服快速原型系统固有的缺陷。流程如图4所示。
 图4机器人快速原型制造系统工作流程 2.2 工业机器人快速原型制造系统的优缺点 与传统的材料堆积成型的快速原型系统(RP加工设备)以及NC机床相比,工业机器人快速原型系统有自己的优点: (1)在运动学上,工业机器人有柔性的手臂且具有多自由度,比一般的三轴机床、五轴机床自由度多,理论上能加工任意复杂形状的零件; (2)与NC机床相比,对于同样的工作面积,机器人能节省40%的空间,且具有价格优势; (3)很多现有的普通材料(如蜡、木材、泡沫和其他一些轻质材料)都可用来进行加工,且加工这些材料不会导致机器人系统的振动。而RP加工设备只能针对某些材料进行加工。 机器人系统结构的主要弱点有: (1)定位精度差(±0.05~±0.1mm),但对于原型加工而言,机器人系统的精度仍具有很强的竞争力,因为快速原型系统的精度在.4-0.1~±0.2mm之间。可见,工业机器人快速原型制造系统的成形精度介于NC机床和RP加工设备之间,机器人系统具有加工零件原型的潜力。也适宜于利用某些材料制造复杂几何形体零件; (2)刚性不足,工业机器人是串联的多关节机械系统,这种开式链系统的刚性不足是显然的,同时导致机器人末端的抓取力也略显不足。由于以上弱点,使得机器人快速制造原型系统相对数控机床而言,有材料选择性,只能用来加工轻材料,比如木材、泡沫、塑料、石蜡、黏土、铝等,但是对于专门的快速原型系统(RP加工设备)又有大的选择范围。 3 工业机器人快速制造原型技术发展趋势 快速制造原型技术是先进制造技术的一次飞跃,它从成形原理上提出了一种全新的思维模式,为制造技术的发展创造了一个全新的机遇。随着快速原型技术研究的深入,人们在提高其精度和可靠性的同时,也在不断探索新的成型工艺方法,研制新的成型材料。基于工业机器人的快速制造原型技术是一个很复杂的任务,既要考虑零件的复杂形状,又要考虑不同材料的特性,同时还有加工刀具的选择。面临的主要问题有加工的原型精度、有限的材料种类和力学性能。随着快速制造原型技术和工业机器人技术的飞速发展,特别是工业机器人技术的发展,比如工业机器人末端执行器重复定位精度的提高及负载能力的提高,必将导致工业机器人在快速原型技术中的应用越来越广泛。 |

2020-02-17

2022-06-13

2021-12-13

2022-10-20

2022-11-09



 /1
/1 

