|
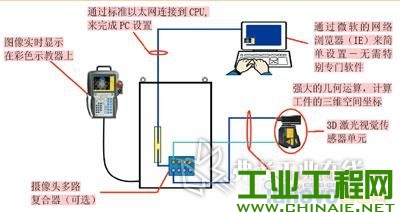 图1 iRVision 3DL系统结构 为解决白车身车顶机器人在实施激光焊接时焊缝精度及生产节拍等问题,上海通用汽车有限公司将机器人集成3D视觉系统(FANUC iRVision)引入到车顶激光焊接工位,取得了良好的效果。机器人3D视觉技术在白车身车顶激光焊的应用在国内外同行业尚属首次,为以后此项技术的推广积累了宝贵的经验。 机器人视觉系统是降低工具成本和提高生产效率的一种良好方法。采用视觉技术以后,可以在工具(夹具)和制造方面每年节约大量的资金,并可大幅度提升生产效率。使用机器人视觉技术来定位相比一般定位方式存在众多优势,在电子、运输等领域已逐步有所应用,然而该技术在白车身制造应用中还不成熟,尤其是3D定位的应用,主要受限于设备成本、定位精度、工作环境以及技术易用性等方面。目前,激光焊接定位所用的方式仍以工装夹具为主。作为上海通用汽车有限公司(简称“上海通用”)的新君威、君越的原形车欧宝Insignia,在德国工厂也仅是使用Baumer光学定位系统。 在此,本文结合FANUC iRVision视觉系统在上海通用新君威、君越车顶激光焊生产工位上的应用,重点介绍FANUC iRVision视觉系统及其调试步骤。 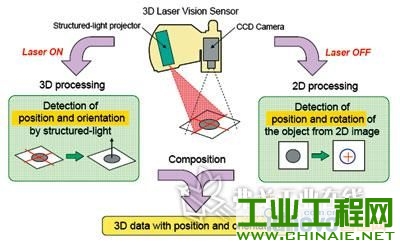 图2 iRVision 3DL计测原理 iRVision 3DL系统 机器人激光焊接视觉补偿系统使用FANUC机器人内置的iRVision 3DL集成视觉系统,完成对机器人激光焊接车顶测量、焊缝起始点定位以及焊缝轨迹的坐标系计算定位。 1. 系统组成及结构 (1)硬件 机器人:FANUC R2000iB/125L×2;控制器:FANUC R-30iA×2;视觉传感器:FANUC Vision V-500iA/3DL;视觉多通路面板:Camera Multiplexer;视觉传感器电缆:Sensor Cable kit;照相机电缆:Camera cable。 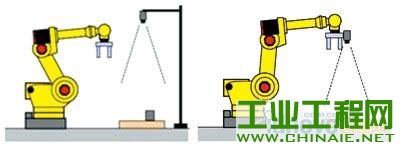 图3 iRVision视觉系统支持的照相机安装方式 (2)软件 iRVision Standard、iRVision TPP I/F、iRVision UIF Controls以及 iRVision 3DL。 (3)系统结构 如图1所示。 2. iRVision 3DL计测原理 如图2所示,3DL视觉传感通过激光发生器对工件表面照射产生的激光条束图像进行解析,取得3D特征数据(距离Z和姿态W、P),将通常2D图像处理取得的2D特征数据(水平位置X、Y和旋转R)与3D特征数据合并为完整的3维偏移数据(X、Y、Z、W、P和R)。 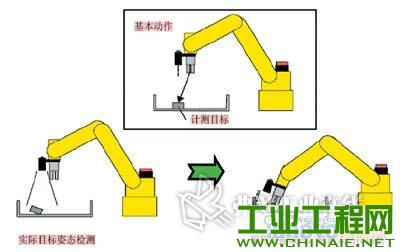 图4 用户坐标系补偿 3. 照相机固定方式 如图3所示,iRVision支持以下两种照相机安装方式: (1)固定照相机 (fixed camera)。 优势:可以在机器人运动时照相;照相机连接电缆铺设简易化;可以使用Tool frame offset。 劣势:检测区域固定化。如果因外界因素导致照相机和机器人间相对位置变更,必须重新示教camera calibration。 (2)照相机固定在机器人上 (robot-mounted camera)。 优势:检测区域可以随机器人变化,整体检测范围增加;较大的照相机焦距使用可能,检测精度提升;易拓展再检测功能。 劣势:机器人必须停止方能照相;必须注意光源是否被机器人或外围设备干涉;必须注意照相机连接电缆的磨损现象。 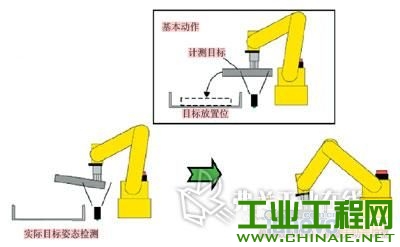 图5 工具坐标系补偿 考虑到白车身体积过大,固定照相机无法多点拍摄,所以我们采用照相机固定在机器人上的方案。 4. iRVision 3DL视觉补偿方式 应对各种应用场合,理解iRVision 3DL的补偿方式及特性,选择一个合适的视觉补偿方式是非常重要的。 如图4所示,用户坐标系补偿(User Frame Offset)由于采用的是照相机固定在机器人上的方案,所以视觉补偿方式为User Frame Offset。机器人在用户坐标系下通过Vision检测目标当前位置相对参考位置的偏移量,并自动进行补偿。 若采用固定式照相机,我们可以采取工具坐标系补偿(Tool Frame Offset),如图5所示。工具坐标系补偿的机器人在工具坐标系下通过Vision检测在机器人抓手上的目标的当前位置相对于参考位置的偏移量,并自动进行补偿。 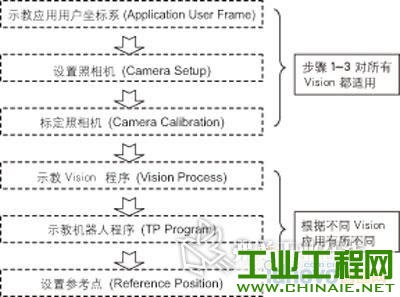 图6 iRVision 3DL设置流程 5. iRVision 3DL设置流程 由于我们激光焊接采用3D多点拍摄,故图6所示步骤4需按照实际拍摄点分别示教Vision Process。Vision系统会结合各个流程,计算出一个最终的偏差量进行补偿。 iRVision在激光焊接工位中的应用 1. 机器人系统升级 此项改进采用的是FANUC机器人,而iRVision系统是FANUC第一套工业用3D集成视频系统,较其他视觉系统具有系统集成度高、兼容性强和视觉系统可配置可升级等优势;并且安装简便(无需另外配置PC机,机器人本身就是视觉系统的处理器),只需安装照相机即可。由于照相机视野范围有限,无法用一张照片来体现车顶全貌,为了使测量准确,我们需要采用目前为止最高级的3D多点拍摄。但是,现有FANUC Global机器人系统并不支持3D多点拍摄,为此,我们特地联系北美通用,获取了当时其正在研发、试用中的FANUC Global 2机器人系统(目前已正式推出),并与控制人员协力调试出机器人自动启动、与信号互锁等必不可少的自动功能,使得新系统在生产线上正常使用。  图7 照相机标定 2. 照相机标定 视觉系统的偏差精度取决于照相机标定,而照相机标定的精准程度则需要各种各样的苛刻条件。首先,需要给照相机建立一个非常精准的坐标系。需要使用针尖对针尖的方式来得到精准的坐标系。其次,使用特定点阵工具,对照相机进行标定(见图7)。标定完毕后的机器人所有的照片计算法将以此标定为基础。所以,此标定决定了视觉系统的成败。 照相机拍照的成功与否取决于特征选取,做得再好的标定若取不到明显的特征,机器人一样无法计算偏差。  图8 特征选取 对于整个车顶来说,就是一张接近水平的光板。不但特征轮廓少,而且还会造成反光,不利于拍摄。我们利用车顶前后的定位销孔(腰型孔)作为主要特征让机器人进行计算。这里所选取的特征不能为中心对称形状,否则机器人将无法判断其方向。另外,我们选取了车顶翻边的边缘来作为辅助特征,帮助机器人进行计算。所有特征需要选取对比度大的地方,而反光直接将特征遮盖,影响特征捕捉。经过试验,我们将外部辅助光源上加上毛面玻璃,使光源折射,将直接反射光转变成漫反射,大大降低了反光对成像的影响。 车顶作为一个冲压件,尺寸波动较小,我们仅在单侧边检测2个特征来确定焊缝位置(见图8)。此举既减少了检测更多特征造成的时间损失,也避免了两侧机器人同时工作可能存在的干涉。 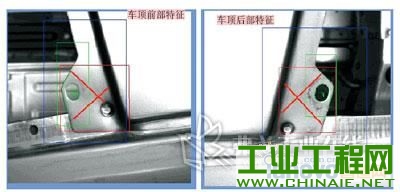 图9 从车顶抓取的前后两个特征 图9所示为车顶所抓取的前后特征。绿色线框即为iRVision系统所捕捉到的特征元素,用来进行2D平面计算。红色叉状线为激光束,用来进行3D高度及姿态的计算。将其结合,即可计算出完整的车顶偏移量。 3. 视觉单元防护装置 在激光焊接时,焊枪周围的环境极其恶劣,会形成飞溅、高温水蒸气和灰尘等。对于装置在激光焊枪边上的精密视觉单元必须进行保护。为了不影响拍照测量精度,我们放弃了使用玻璃罩这种简单防护装置,取而代之的是一个自动开关门的铝质保护盒。当拍照测量时盒门打开,在焊接前将盒门关闭。盒门由小型气缸控制,在焊接时确保气缸通气,保证盒门的关紧力。盒门内壁有密封装置,为确保把水汽、灰尘和飞溅等杂物挡在盒外,在工作时还有一路压缩空气充入盒内。此保护装置有效地保护了暴露在恶劣工作环境中的视觉单元。 4. 新旧测量系统整合 通过加装iRVision测量系统,并且保留原有的Baumer测量系统,以及增加机器人程序中的逻辑判断,两套测量系统实现自动切换功能。 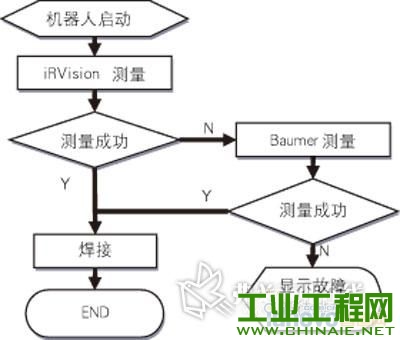 图10 机器人程序逻辑框图 当白车身进入工位后,机器人先使用iRVision系统对车顶拍照,分别取前后两个特征照片,将其结合计算整个车顶的偏移量(X、Y、Z、W、P和R)。然后再将计算值与预先设定的偏差范围进行比较。若所有计算值落在偏差范围之内,机器人将根据计算值进行补偿,并开始焊接;反之,则使用Baumer测量系统再进行一次测量,成功后焊接。若前后两个特征照片中的任意一个没有拍到,机器人也将直接自动切换成Baumer测量系统进行测量,成功后焊接。两套测量系统在测量发生故障或超差时能够自动进行切换,真正实现了机器人的智能化。机器人程序逻辑框图,如图10所示。 结语 采用机器人集成 3D视觉系统定位激光焊车顶的技术应用,在国内尚属首次,在国外仅了解到北美通用正进行同步的试验,而上海通用的此次尝试是该研究中最先应用于整车量产阶段的。根据现场一年多的应用情况来看,激光焊机器人3D视觉技术很好地解决了原有Baumer定位系统光束定位周期长、定位可靠度低、设备抗风险能力低以及日常维护不便等问题。在配合其他节拍改进措施后,现场仅使用一套焊接系统就完成了原先两套焊接系统的工艺量。能源消耗较原来节约电能44%,激光焊易耗材料弧光灯管消耗量下降50%,车顶激光焊报废率下降至原来的25%。 机器人视觉技术的应用有利于降低项目及营运成本,提高生产效率、产品质量和生产柔性,培养和锻炼相关工程人员,同时又有力地促进了白车身生产技术的进步,对于提高中国汽车的竞争力,对建立创新型国家和提升我国综合国力都具有积极的作用。 |

 /2
/2 






